Жидкий камень изготавливаем сами
Для нанесения искусственного покрытия используется компрессор и окрасочный пистолет высокого давления с форсункой на 3 мм. Готовая смесь содержит примерно 30% наполнителя, поэтому факел выдает не облако распыленного жидкого камня, а, скорее, поток мельчайших капель, которые должны равномерно распределяться на поверхности столешницы.
Для формирования полимер-каменного слоя используют грунт и финишное покрытие, грунт готовится из:
- Кальцита тонкого помола — 75%;
- Эпоксидный гелькоут -20%;
- Отвердитель — 1%;
- Смягчитель — 5%.
После грунтовки через 4-5 ч наносят финишную смесь, в которой удельная доля гелькоунта увеличена вдвое. Полиэфирные гелькоунты для изготовления столешницы из искусственного камня не используются из-за низкой твердости материала.
Прямой способ
Простейший способ изготовления искусственной каменной столешницы подразумевает прямое напыление материала на исходную поверхность, это может быть бетонная заготовка из искусственного камня или старая прогрунтованная столешница. Чтобы покрытие получилось максимально долговечным, при прямом способе наносят 3-5 слоев материала.
Обратный способ
Технология обратного способа потребует изготовления формы под столешницу, как при выполнении отливки из искусственного камня. В этом случае после нанесения разделительного слоя стенки и дно формы закладываются наполнителем и задуваются жидким камнем.
Остальная полость закладывается металлическим профилем и может заполняться полимербетоном или пенополиуретаном.

Изготавливаем форму
При прямом способе формирования столешницы можно даже использовать старую плиту, потребуется аккуратно демонтировать панель, удалить декоративный слой, обрезать, зачистить и зашлифовать дефекты.
Для обратного способа получения искусственного камня вырезается форма из пенопласта. Внутренняя поверхность покрывается лаком. Стенки должны быть обязательно ровными. Короб из пенопласта устанавливается на ровной и жесткой поверхности, например, на рабочем столе.
Готовим смесь
Жидкий искусственный камень наносится тремя слоями:
- Первый слой с минимальным содержанием наполнителя, чаще всего наносится полупрозрачный твердый слой, который обеспечит искусственному камню блеск и глянец;
- Второй слой искусственного камня содержит расчетное количество наполнителя и красителя;
- Третий слой наносится с перекладкой поверхности армирующим полотном.
Любые рецепты гелькоута содержат смолы, растворенные в стироле, поэтому искусственную каменную массу необходимо наносить только под сильной тягой или на открытом воздухе.
Приступаем к изготовлению столешницы
Первым слоем при обратном способе наносится разделитель. Температура воздуха должна быть не менее 18о С. Далее, через 20-25 минут распыляется тонкий слой эпоксидного лака. Таким образом, получается декоративная глянцевая скорлупа.
Примерно через час наносится промежуточный слой жидкой смеси с наполнителем, укладывается армирующая сетка и закладные элементы – кронштейны и анкера. Следующим слоем поверх гелькоута шпателем и кисточкой наклеивается эпоксидная масса с большим содержанием армирующего стекловолокна.
Последним укладывается армирующий каркас из стального профиля, пустоты и промежутки заполняются вспененным полиуретаном.
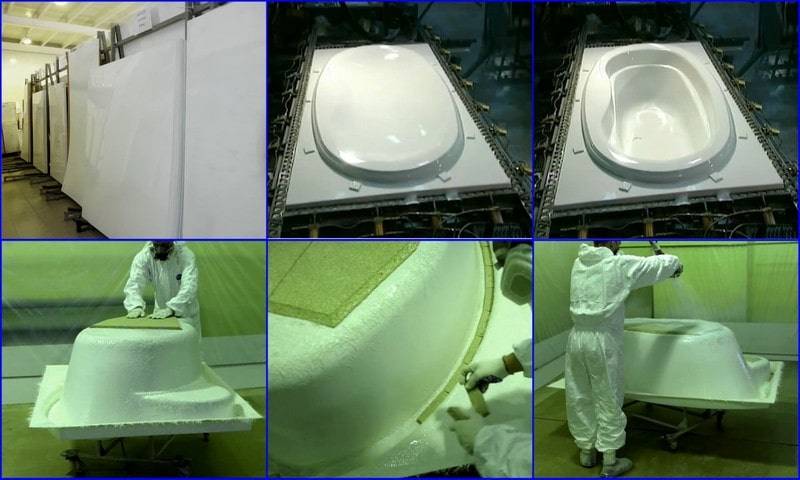
Технология изготовления
Если коротко, то чтобы изготовить ванну берут исходный материал (заготовку) – лист акрила. Затем разогревают его пока он не станет пластичным. Это происходит при температурах от 180 до 200 градусов. Затем с помощью специального оборудования выдувают из него ванну нужной формы. Готовую ванну покрывают защитным слоем – армируют. И вуа-ля – ванна готова.
Вроде все просто, но это трудоемкий процесс требующий квалификации и дорогостоящего оборудования.
2.1 Виды ванн
Акриловые ванны могут быть двух видов:
- Из акрила (литьевая технология)
- Из АБС, то есть из пластмассы (условно акриловые), покрытой акрилом.
Технологии одинаковы, но только там лист акрила, а в другом случае лист пластмассы. Если речь о пластмассе, то ее перед слоем армирование покрывают еще слоем акрила. АБС — более пористый и легкий в отличии от акрила. Он легче, но в поры лучше проникает грязь, материал менее износостойкий. Если посмотреть на срез борта, то такая ванна трехслойная. У акриловой ванны, сделанной по литьевой технологии слоя два, но слоев армирования несколько, чем больше их количество тем крепче будет ваша ванна.
Ванны из АБС мене надежны, недолговечны но они несколько дешевле. И если вам нужна ванна на несколько лет, то тогда такой вариант вам подходит. Не стоит ни о чем беспокоиться лет 5
Но если нужна качественная вещь, которая прослужит не один год, тогда обратите ваше внимание на ванны, изготовлены по литьевой технологии
В салоне их отличить очень просто: на срезе будет видно только слой акрила и несколько слоев армировки. А в ванне из АБС слоя будет уже три: пластик, акрил и армировка.
Армирующий слой — это покрытие из специального полимерного материала со смесью стекловолокна.С помощью этого слоя добиваются повышения износостойкости.
Технология производства акрила
Производство данного полимерного материала может быть налажено двумя способами. От типа изготовления акрила зависит его название и некоторые свойства. Акрил может быть экструзионным либо литым. У этих вариантов незначительно отличаются физические характеристики.
Акрил в литом виде является более устойчивым к ударам и обладает приятной глянцевой поверхностью. Преимуществом экструзионного полимера является меньшая вязкость при повышенных температурах, что позволяет придавать материалу любую форму.
Но в большинстве случаев при работе с акрилом не особо учитывают способ его изготовления, так как в целом оба варианта похожи и взаимозаменяемы.

Экструзионный метод
Данная технология производства акрила предусматривает прохождение готового сырья через отверстие нужной геометрической формы. Для этого акрил необходимо нагреть и перемешать, чтобы масса стала максимально равномерной. Подобный способ работы с акриловым камнем позволяет получать большие плиты и изделия сложного профиля.
Важно уделить особое внимание подготовке смеси для дальнейшей работы. Для экструдера подходят минеральные наполнители небольшого размера, поэтому за данным моментом нужно следить. Предварительно проводится калибровка всех элементов для получения материала одинаковой крупности
Предварительно проводится калибровка всех элементов для получения материала одинаковой крупности.
Перед тем как загрузить компоненты акрилового камня в экструдер, проводится тщательное смешивание элементов
Важно держать правильную температуру, чтобы не получить готовую продукцию с комками. Сам по себе экструдер является большой мясорубкой
Принцип работы у этих приспособлений идентичен. Кроме того, используют и дополнительные элементы, которые позволяют более качественно перемешивать и нагревать компоненты акрилового камня.

Из экструдера выходит уже готовая продукция нужной формы. Ее внешний вид зависит от выбранной заранее формовочной головки. При необходимости можно выбрать сложную форму, чтобы получить необычный органический камень.








Подобная технология работы с акрилом является наименее затратной и очень быстрой. Поэтому, такое оборудование выбирают те производители, которые нацелены на большие объемы. Более того, экструдер позволяет выпускать элементы сложных форм.
Литьевая технология
Данный метод считается классикой изготовления акрилового камня. В данном случае горячую жидкую смесь разливают по заранее подготовленным формам и дожидаются ее полного остывания. Затем снимается опалубка, и изделие извлекается для дальнейшего использования.
Эта технология имеет свои преимущества. К примеру, методом литья можно создавать листы акрила одновременно в нескольких расцветках. Но в остальном, это более сложная и медленная процедура, нежели работа через экструдер.
Компоненты акрилового камня необходимо хорошо разогреть, чтобы смесь стала однородной и достаточно жидкой для дальнейшего формирования. Для этого необходимо приобрести специальную печь.
Оборудование для изготовления акриловых листов в данном случае будет более сложным. Более того, тут необходимо дополнительно изготовить формы нужного размера.
Несмотря на все сложности литьевой технологии, она пользуется высокой популярностью и большим спросом. Причиной этому является высокая прочность получаемых изделий. На их изготовление уходит больше времени, но продается этот товар хорошо.
Виды акрилового камня и технология его производства
Согласно составу выделить разновидности этого искусственного материала невозможно, поскольку он одинаковый всегда. Однако разные производители акрилового камня могут варьировать процентное соотношение компонентов.
На современном рынке их есть несколько десятков. Базовым составом принято считать Corian – первый акриловый камень. Именно с него началось изготовление всех атрибутов домашнего интерьера в изучаемой области. Страной, где его производят является США. Существует несколько коллекций для разных работ. Например, для кухонных поверхностей производитель предлагает 61 цвет, для наружного применения – 16, тридцать восемь однотонных оттенков и 6 прозрачных. Рассмотрим еще несколько популярных аналогов:
Акриловый камень Tristone отличается высоким качеством и спросом, хоть и потребительском рынке появился совсем недавно (в 2002 году). Происходит из Южной Кореи. Выпускается толщиной 6мм и 12,3мм, длиной 2500мм и 3680мм соответственно. Имеет разные коллекции для дополнения стилей барокко, ренессанса, модерна, классического и других. Соотношение цена-качество играет данному товару на руку. Наиболее продаваемый проукт 2017 года близок завоевать такой титул повторно в 2018-2019.
Акриловый камень Hi-Macs предлагает изобилие коллекционных разновидностей, среди которых Solid, Granite, Volcanics, Lucent, Galaxy, Marmo и другие, что отличаются богатой цветовой гаммой. Кроме того, производители – южные корейцы – выпускают от очень тонких листов от 3мм до 12мм.
Материал торговой марки Staron известный среди пользователей искусственного камня в Спб. Они выпускают самые ходовые габариты, с которыми просто работать. Листы выпускаются в разных размерах и толщины.
Торговая марка Akrilika предлагает около 70 разных оттенков для удовлетворения всевозможных задумок. Однако размер представлен в одном виде 12,5мм×3660мм×760мм.
Технология изготовления такого материала проходит несколько этапов:
Подготовительные работы:создание формы, полировка и обработка средством против адгезии;Приготовление смеси;Заливка в формы и выжидание пока материал затвердеет;Механическая обработка готового листа.
В ходе используются специальные машины и приспособления. Основным неудобством является вес готового пласта, поэтому мнение, которое гласит о простоте приготовления акрилового камня в домашних условиях, не совсем оправдано.
Сравнение с альтернативами
- Какие достоинства акрил имеет на фоне конкурирующих решений — чугуна и стали?
Он дешев. Чугунная ванна тех же габаритов обойдется в 3 — 4 раза дороже.
Он легок, что означает простую установку силами одного человека. Кто хоть раз затаскивал чугунную ванну на один из верхних этажей и устанавливал ее, тот поймет, что аргумент вовсе не надуманный.
Переносить чугунную ванну — удовольствие ниже среднего.
Он обладает минимальной теплопроводностью. С практической стороны это означает, что, забираясь в ванну зимой, вы не будете вздрагивать от прикосновения холодного металла.
Отсутствие эмалевого покрытия означает, что вы можете не бояться использовать умеренно агрессивные кислотные и щелочные моющие средства. Эмаль от них становится шершавой и начинает быстро пачкаться.
При повреждении поверхности пластик можно отполировать, причем без применения какой-то сложной или дорогой техники.
В продаже можно встретить наборы для восстановления акриловых поверхностей.
- Есть ли у материала серьезные недостатки?
Разумеется. В списке:
- Сравнительно невысокая прочность. Уронив в ванну тяжелый металлический предмет, вы можете вызвать появление глубоких (но, как правило, не сквозных благодаря армированию) трещин в ее дне. В случае чугуна или стали удар приведет лишь к сколу эмали;
- При наборе воды тонкий пластик резонирует. Уровень шума заметно выше, чем у массивного чугуна. Но, впрочем, гораздо ниже, чем у стали;
- Поцарапать акрил не просто, а очень просто. Я уже упоминал, что пемзу и острые металлические предметы лучше не класть на бортик или полочку над ванной;
- Небольшой вес имеет оборотную сторону. Если ванна не закреплена, вы можете опрокинуть ее, присев на край или наступив на дно за пределами рамы;
Как правило, систему крепления приходится дорабатывать своими силами.
- Из-за минимальной толщины стенок и небольшой теплоемкости пластика вода быстро остывает;
- Пластичность акрила допускает небольшие деформации под нагрузкой. Это означает, что заделка шва между ванной и стеной должна выполняться только пластичными материалами. Я использовал для герметизации санитарный силиконовый герметик.
Преимущества перед чугунной и стальной
При установке ванной многие задаются таким вопросом: какая ванна лучше – стальная, чугунная или акриловая? Так сразу ответить на этот вопрос невозможно, ведь нужно учитывать ряд особенностей каждого изделия. Итак, рассмотрим, что лучше – чугунная ванная или с акриловым покрытием.Что касается чугунных изделий, то они имеют привлекательный вид по причине отличной эмали. Кроме этого, поверхность таких ванн не подвергается царапин, а уход за ними может осуществляться при помощи обычного моющего средства. Для получения чугунных ванн используют метод литья, в результате чего такое изделие имеет тяжелый вес. Но наличие высоких показателей прочности позволяет сохранить форму емкости при высоких нагрузок. Наличие высокой коррозийной стойкости срок службы чугунной ванны составит более 50 лет.На видео рассказывается о преимуществах акриловых ванн перед стальными:Если сравнивать чугун и стальную ванну, то стальная в этом случае пользуется большим преимуществом, так как обладает меньшим весом, однако чугунная способна на протяжении длительного времени сохранять тепловую энергию. При сравнении чугунной и акриловой, можно сказать, что акриловая занимает выигрышную позицию в плане прочности, ведь для нее свойственна эластичность, а вот чугун считается мене хрупким материалов, так как при ударе он может повредитьсяДля более качественного анализа стоит рассмотреть и сравнить некоторые достоинства и недостатки представленных видов изделий. Для акриловой ванны свойственны такие качества, как пластичность, легкость, большой ассортимент форм, долговечность и простота в устранение царапин.
Учитывая представленные достоинства можно сказать, что по весу лучше всего акриловые, а чугунная позволяет выдерживать высокие температурные режимы.А теперь остановимся на минусах продукции. Для изготовления акриловой ванны применяют тонкий акрил, который может пружинить под ногами. Для очищения такого изделия не стоит использовать абразивные средства. В этом лучше справиться с загрязнением можно только при помощи жидких составом.К минусам чугунных ванн следует отнести большой вес. Кроме этого, для производства подобных изделий применяют тонкий чугун, а его поверхность имеет поры, в которые постоянно забивается грязь. Стальные изделия не удерживают тепло, не могут противостоять механическим влияниям, а при наборе воды возникает характерный звук.Если учитывать представленные недостатки представленных видов ванн, то по гигиеничности выигрывает акриловые изделия, а во по прочности – чугунные. Если сравнивать акриловую и стальную ванну, то стоимость стальной меньше, но побороть царапины легче на акриловой ванне.На видео — преимущества акриловой ванны перед чугунной:
Виды акриловых ванн материалы и форма. Акриловая ванна, ее плюсы и минусы сильно отличаются от сантехники, изготовленной из таких материалов, как чугун и сталь. Изделие может быть любой формы и вместимости. На поверхности такой емкости не скапливаются бактерии, грибки и дрожжи, сантехника обладает высокой прочностью и не способна нанести вред здоровью человека.
- 1 Что такое акрил 1.1 Физические характеристики материала
- 1.2 Влияние на организм человека
- 2 Виды акриловых ванн — материалы и форма
- 3 Положительные свойства акриловой ванны
- 4 Преимущества перед чугунной и стальной
- 5 Минусы акрилового покрытия
- 5.1 Похожее
Разновидности

Производители предлагают большой ассортимент представленной продукции, выполненной в форме овала, квадрата, асимметрии. Кроме этого, каждая конструкция может иметь определенный цвет. По желанию ванная может быть оснащена гидромассажем для спины, радио, игровыми приставками.

Процесс управления обеспечивается благодаря пультам или гидравлическим переключателям. Эффективным и надежным считается электронное регулирование, но стоит такая система намного дороже. Но вот хромотерапия и подсветка управляются именно таким образом.
Очень интересно смотрится акриловая ванна, совмещенная с кабиной. По сравнению с одиночным вариантом, такая комбинации позволяет сэкономить свободное пространство санузла. Конструкция может быть оснащена системой вертикального гидромассажа, закрепленного к стенке кабины.

Оборудование
Основным механизмом является экструдер, рабочий цикл которого напоминает действие мясорубки. Схема устройства, из которой понятен принцип работы, показана на рисунке.
Вспомогательные элементы обеспечивают смешивание и нагрев сырьевой массы, а также ее подачу в экструдер. Валики регулируют размеры и форму полученной плиты, поддерживая минимальные отклонения от заданных габаритов.
Процесс экструзии
Расплав смолы с введенными в нее добавками попадает внутрь экструдера и перемещается шнеком к формовочной головке. При выходе из аппарата смесь выдавливается через отверстия и приобретает строгую форму, параметры которой поддерживаются частичным застыванием акриловой массы.
На фото изображен процесс работы, на оборудовании для производства изделий из акрилового камня

В зависимости от формы головки, можно получать сложные формы органического камня, ограниченные его естественной прочностью. Акриловый камень получают путем экструзии преимущественно в виде плоских плит.










Ремонт акриловых ванн
Вид и сложность ремонта зависит от типа повреждения (скол, царапины, шероховатость, деформации). Для ремонта акриловых ванн необходимо приобрести ремкомплект, в состав которого входит жидкий акрил, отвердитель, полироль, растворитель для обезжиривания и наждачная бумага разной зернистости.
- Полировка. Применяется при незначительных повреждениях.
В зависимости от глубины повреждений выбирается наждачная бумага определенной зернистости и круговыми движениями по смоченной поверхности выполняется шлифовка. Затем участок тщательно промывается и вытирается, и выполняется шлифовка мелкозернистой наждачкой. В конце применяется финишная полировка специальной пастой из ремкомплекта для придания поверхности глянцевого вида.
- Нарушение покрытия (несквозное) – трещины, сколы.
Трещина расширяется, промывается, высушивается и обезжиривается. Для реставрации используется восстановитель акрила, который растворяет края трещины, что придает им однородность с остальной поверхностью. После полимеризации трещина шлифуется и полируется до блеска. Цвет восстановителя акрила может незначительно отличаться.
- Сквозная пробоина. Необходим доступ с обратной стороны ванны и ремкомплект, включающий смолу и стекломат. Эти материалы присутствуют во внешнем слое ванны. Повреждение сначала заклеивается с внешней стороны, а затем наносится восстановительный состав с внутренней стороны ванны. Пробоина армируется тремя слоями стекломата. Каждый слой должен перекрывать предыдущий на 2 см. После полимеризации смолы внутренний слой наращивается восстановителем акрила. После его затвердевания поверхность зашлифовывается и полируется.
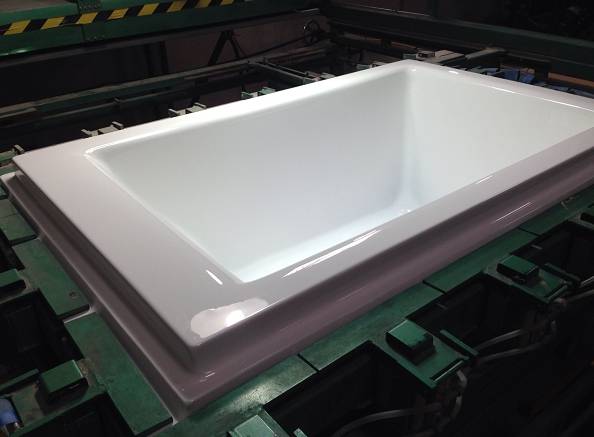
Технология изготовления

Качественная технология производства акриловых ванн не дешева
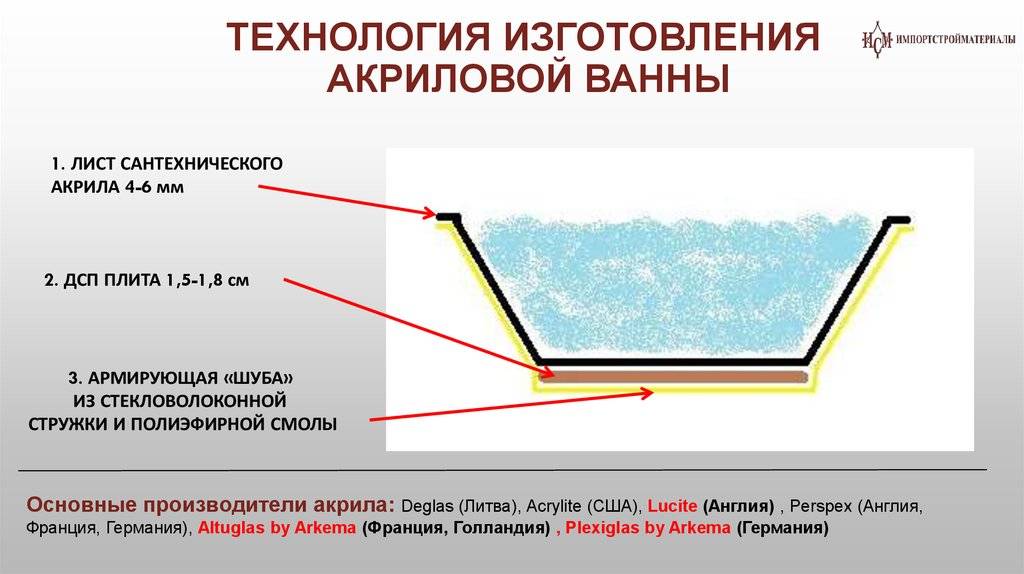
Изготовление акриловых ванн — это современный технологический процесс. Специальный сантехнический лист при помощи технологии формовки легко приобретает заданную форму. Потом заготовку армируют при помощи стекломата и пропитывают специальными смолами, придающими ванне нужную прочность.
Еще более крепкое изделие позволяет получить другая технология, по которой ванны не штампуют, а выливают. К этому способу прибегают только при выполнении индивидуального стандарта, когда необходимо уйти от серийного производства и получить эксклюзивную ванну или джакузи. Такой экземпляр дополняется листами ДСП там, где он будет соприкасаться с металлическим каркасом.
Очень часто акриловые ванны путают с пластмассовыми, покрытыми тонким слоем акрила. Вторые ничего общего не имеют с первыми, поэтому необходимо максимально внимательно выбирать готовое изделие.
Выбор помещения
Оборудование для производства акриловых ванн занимает много места. Прибавьте к этому административные помещения и получите довольно большую площадь — около 180-200 квадратных метров.

Поиск цеха нужно начинать задолго до старта бизнеса: практически первый шаг после создания подробного бизнес-плана с расчетами. Это должно быть отапливаемое и проветриваемое помещение на окраине или за чертой города. В последнем случае можно организовать корпоративную развозку сотрудников.
Чтобы проверяющие органы разрешили вам открыть предприятие, для него нужно подготовить документацию, приведя его в соответствие со стандартами. Помещение арендуется или выкупается.
Выбор помещения
Оборудование для производства акриловых ванн занимает много места. Прибавьте к этому административные помещения и получите довольно большую площадь — около 180-200 квадратных метров.

Поиск цеха нужно начинать задолго до старта бизнеса: практически первый шаг после создания подробного бизнес-плана с расчетами. Это должно быть отапливаемое и проветриваемое помещение на окраине или за чертой города. В последнем случае можно организовать корпоративную развозку сотрудников.
Чтобы проверяющие органы разрешили вам открыть предприятие, для него нужно подготовить документацию, приведя его в соответствие со стандартами. Помещение арендуется или выкупается.
Укладка кирпича
Первым этапом изготовления ванны своими руками является укладка кирпичей. Для работы используют обычный силикатный кирпич или красный керамический. Кладка выполняется в один ряд при помощи влагостойких марок бетона, замешенных с водой в пропорции 1:4.

Укладка кирпича
Так как в помещении ванны наблюдается повышенная влажность, опытные мастера рекомендуют использовать раствор с антисептическими добавками, которые не допускают образование грибка или плесени. Чтобы сделать стенки купели из кирпича, потребуется кельма, строительный миксер, емкости для замешивания, швабровка и уровень. Эта операция выполняется в следующем порядке:
- Пол ванной комнаты расчищают от мусора, снимают старое декоративное покрытие до бетонного основания и выравнивают.
- Производят подключение сифона к канализационной системе, заменяют трубы, так как после окончания работ подобраться к ним будет невозможно.
- Выкладывают бортики купели желаемого размера и высоты. Правильность кладки постоянно проверяют строительным уровнем.
Проверка ванны уровнем
- Швы между кирпичами должны составлять 0,8-1,2 мм. Излишки раствора, вылезающие за пределы шва, удаляют до застывания.
Виды акрила для сантехники
Свойства и срок службы ванны зависят от того, из чего сделаны ее стенки. Основой для изготовления чаши может стать многослойный пластик, блочный или литой акрил.
Блочный акрил
Блочный акрил самый надежный и долговечный. Полимеризация такого материала происходит непосредственно в форме.
После заполнения формы ее закрывают и помещают в печь, где под действием высокой температуры компаунд сплавляется в единую массу и полимеризуется.
Такая технология позволяет получить стенки любой формы и толщины. Геометрические характеристики ванны определяются формой зазора между стеклами.
Экструдированный (многослойный) материал
Экструзия — это технология выдавливания расплавленного или размягченного полимера через формовочное отверстие (фильеру). Чтобы сделать многослойную конструкцию, нагревают лист АБС-пластика и тонкий лист акрила. При продавливании через фильеру материалы соединяются между собой, образуя прочное соединение.
Экструдированный пластик менее дорогой и более жесткий, чем литьевой, но отличается меньшей надежностью.
Литой акрил
Последний тип акрила получают методом непрерывного литья на стальной лист. Полученная заготовка имеет равномерную толщину и большой запас по размеру.
Толстые листы акрила имеют высокую вязкость при нагреве. Это осложняет формирование сложных радиусов и изгибов.
Какой материал лучше
Сравнение характеристик различных типов акрила
| Критерий сравнения | Блочный | Литьевой | Экструдированный (ПММА + АБС) |
| Толщина акрилового слоя | Зависит от расстояния между стеклянными стенками формы, но не менее 5 мм | От 5 мм | 1-4 мм |
| Прочность, надежность материала | Высокая прочность, равномерное распределение нагрузки | Высокая прочность на сжатие и изгиб. При формовании образуются тонкие участки, на которые приходится повышенная нагрузка. Возможно отслоение армирующего слоя. | Невысокая прочность. Короткий срок службы при повреждении акрилового слоя. |
| Возможность получения ванн сложной формы | Можно получить чашу любой формы | Ограничена | За счет низкой вязкости горячего АБС можно получить ванну сложной формы |
| Устойчивость к ударам | Низкая | Высокая | |
| Ремонт и восстановление | Допускается применение жидкого акрила, вкладышей и шлифования поверхности | Восстанавливать ванну можно только нанесением полимера или вкладышами, т.к. механическая обработка снимает акриловый слой |
Самые дешевые ванны делают из экструдированного акрила, а самые дорогие — из блочного.
Срок службы зависит от толщины акрилового слоя:
- при 1-3 мм рекомендуемый срок эксплуатации составляет 3-5 лет;
- при 4 мм — до 7 лет;
- при 5-6,5 мм — до 10-12 лет.
Чаши из цельного акрила толщиной 7-8 мм могут прослужить до 15 лет.
Инструкция
Начало процесса изготовления
Очистите место, где вы планируете устанавливать ванну
На такой стадии следует зачистить конструкцию до голого бетона – выстраиваемая ванна станет самой важной частью вашего санитарного узла. После такой крайне тщательной подготовки стоит нанести пару грунтовочных слоев на площадку, чтобы было гарантировано надежное и качественное сцепление стенок комнаты и напольного покрытия с выстраиваемой купелью
Следующим шагом станет создание каркаса для будущей бетонной ванны. Для этого применяют металлические прутья с сечением в 0.7 см. Из них стоит делать единое сооружение для пола и наружной стенки. Более того, каркас стоит прикрепить к несущей стене.








Совет профессионала! В санитарных узлах с малой площадью ванну из бетону желательно разместить между стеновыми противоположными поверхностями таким образом, чтобы имеющиеся несущие стены стали единой частью конструкции для купания. Тогда вам потребуется возводить только одну (внешнюю) стенку. А значит, вы сможете ощутимо сэкономить на строительных материалах и произвести все строительные мероприятия по максимуму быстро.
Подготовка и вливание бетонной смеси
Раствор для изготовления сделаем из цемента и песка в соотношении 1 к 3, причем цемент должен быть минимум М400. В такую цементно-песчаную смесь следует долить немного воды и постепенно размешайте состав. Как итог, у вас должен получиться раствор, который будет по консистенции, как домашняя и хорошая сметана. До заливания бетона стоит определиться с точками, где будут размещаться технологические отверстия для будущей купели. Еще следует продумать тот факт, чтобы осталось довольно много места для промывания/ремонта сифона при эксплуатационном процессе купели. Применяйте для подведения и отведения воды пластиковые трубы, причем их нужно установить до того, как вы начнете вливать бетонную смесь. Допустимо сразу же установить и сифон, подсоединить его к сети канализации, а после намертво его забетонировать.
После можно начать процесс заливки. Вначале бетон подается на дно конструкции, причем смесь обязана покрывать вес купельный скелет. После этого сформируйте из бетонного раствора стену ванны (состав для таких целей можно сделать чуть гуще). Завершите заливание постукиваниями в разных местах на опалубке. Процедуру производить маленьким молотком. Постукивания будут формировать вибрацию, которая способствует равномерное распределение смеси по конструкции опалубки. Оставьте купель на 3 суток, а дольше выдерживать бетон попросту нет смысла. За 72 часа он станет довольно крепким и вполне идеальным для дальнейшей обработки – оштукатуривания.
Оборудование для производства ванн
При производстве ванн из чугуна применяется литье, из стали – штамповка, из акрила – вакуумная формовка. Для каждой указанной технологии необходим соответствующий набор оборудования.
Для чугунного производства потребуется:
- плавильная печь;
- формы для заливки;
- камера для охлаждения;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Линия по изготовлению ванн из стальных листов включает:
- транспортер;
- гидравлический пресс;
- режущее устройство;
- аппарат для загибания;
- сварочный аппарат;
- конвейер;
- камера для обезжиривания;
- сушильная камера;
- краскораспылитель;
- линия обжига;
- линия упаковки.
Для выпуска ванн из акрила потребуется только вакуум-формовочная машина, формы необходимой конфигурации и установка для напыления армирующего состава.
Видео работы такой машины:
Цены начинаются примерно от 30 000$.
Следует отметить, что для напыления используется другой вид оборудования – установка для напыления смолы и рубленного стеклоровинга. Эта установка выполняет следующие действия:
- подготавливает связующее (равномерно смешивает смолу и отвердитель в заданной пропорции),
- захватывает стеклянную нить и рубит её на короткие отрезки (чопсы),
- добавляет чопсы к связующему и напыляет эту смесь на матрицу.
Ознакомительное видео от компании MVP – крупнейшего производителя:
Современное вакуум-формовочное оборудование позволяет создать разные формы акриловых ванн и декоративных экранов любой сложности. Помимо ванн, с помощью такого вакуум-формовочного оборудования производится большинство элементов душевых кабин, вплоть до прозрачных створок душевых кабин из полиэтилентерефталата. Главной особенностью этого вакуум-формовочного оборудования является возможность позитивного, негативного и комбинированного формования. А за счет наличия двухстороннего нагрева заготовки значительно увеличивается производительность оборудования.
Сбыт и реклама
Производство ванн давно и хорошо развито в России. Большинство производителей работают длительное время и полностью обеспечивают потребность рынка. К тому же опыт в данной сфере позволяет значительно сократить издержки и снизить стоимость продукции. Для начинающего предпринимателя будет сложно обойти столь серьезных конкурентов. Единственным преимуществом может стать близкое расположение к непосредственным потребителям. Поэтому необходимо изучить конъюнктуру рынка своего и соседних регионов и при наличии поблизости крупных заводов подумать о целесообразности открытия нового предприятия.
Лучший вариант в этом случае – заняться изготовлением эксклюзивных изделий под заказ. Количество продаж может быть незначительным, но такое направление позволит занять свою нишу и обойти крупных конкурентов. Недостатком больших заводов является сложность перестройки производственного процесса, тогда как малое производство может быть очень гибким.
Также можно предложить покупателям более выгодные условия сделки:
Кроме того, обязательно нужно организовать рекламно-маркетинговую кампанию, используя все возможности интернет–рекламы, наружных и печатных рекламных носителей.