Выбираем электроды для сварки труб
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность
Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.
Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
Недостатки:
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
Стержни могут отличаться своей толщиной и количеством покрытия. Для сварки оцинкованных труб или каких-либо других применяются электроды диаметром 2-5 мм. А само покрытие будет составлять от 5% до 20% от всей массы изделия.
Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.
Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Ручная электродуговая сварка оцинкованных труб
Сокращение скорости сварки и увеличение тока позволяет избежать образования пор в угловых и стыковых швах. Обеспечить такие условия может применение специализированных электродов
Особенно важно, сделать правильный выбор того, чем варить оцинкованную трубу в зависимости от типа стали. При соединении оцинкованных углеродистых заготовок ручной дуговой сваркой, нужно остановиться на электродах с рутиловым покрытием
Для низколегированных сталей можно использовать электроды с основным покрытием. Рутиловые электроды обладают рядом преимуществ:
- В состав электрода входит оксид титана, который позволяет быстро и легко зажечь дугу, как в первый раз, так и повторно.
- Образовавшаяся сварочная дуга обеспечивает качественные, герметичные сварные швы без трещин, с высокой усталостной прочностью.
- Потери плавленого материала за счет разбрызгивания минимальны.
Рутиловое покрытие электрода может содержать немного железного порошка. Это позволяет снизить удельный вес углерода в цинковом слое и увеличить сопротивляемость к появлению трещин.
Электросварка оцинкованных профильных труб требует наличия хотя бы минимального опыта у сварщика. Кроме покрытия электрода большое значение играет его толщина. Мощность дуги напрямую зависит от размера электрода. Выбор слишком толстого электрода, может привести к прожиганию, а слишком тонкого к слабым прочностным характеристикам соединения. Наиболее распространенная толщина стенок профильных изделий 1,5-5 мм, поэтому стоит выбрать электрод диаметром 2 или 3 мм.
В процессе сварки особое значение играет скорость движения электрода по металлу. При медленном темпе есть риск прожечь трубу, слишком быстрый темп не обеспечит необходимое качество соединительного шва. Подходящая скорость вырабатывается в ходе тренировок.
Защитное средство должно обладать следующими качествами:
- высокая адгезия к поверхности металла;
- устойчивость к коррозии на уровне цинка;
- простота нанесения без высокотехнологичного дорогостоящего оборудования.
В качестве защитного слоя хорошо себя зарекомендовала краска, в состав которой входит не менее 94% цинковой пыли. Для ее изготовления используют неомыляемые синтетические связующие, поэтому она держится на вертикальных поверхностях и легко наносится.

Для сварки оцинкованных труб опытные сварщики применяют рутиловые электроды
Другой способ восстановления поверхности – наплавка 99,99% цинковой проволоки, содержащей 99,99% цинка. Для этой роли также подойдут цинково-кадмиевые прутки.
Можно ли сваривать оцинкованные трубы?
Трубы из оцинковки сваривать не запрещается. Этот материал используется повсюду — на водо- и газопроводах, в отопительных системах. Сложно представить, чтобы монтаж происходил вовсе без сварки, учитывая столь широкое применение оцинкованного материала в трубопроводах различного назначения. Стыковка этим способом регламентируется СНиП 3.05.01-85 о внутренних санитарно-технических системах.
Трудности сваривания
Главная проблема — во время сварки в районе воздействия горелки выгорает слой защиты из цинкового покрытия. Это провоцирует быстрое развитие коррозии. Есть и другое, не менее существенное затруднение: от нагревания цинк начинает интенсивно испаряться. При попадании в дыхательные пути мастера он вызывает удушье, ожоги слизистой, острое отравление.
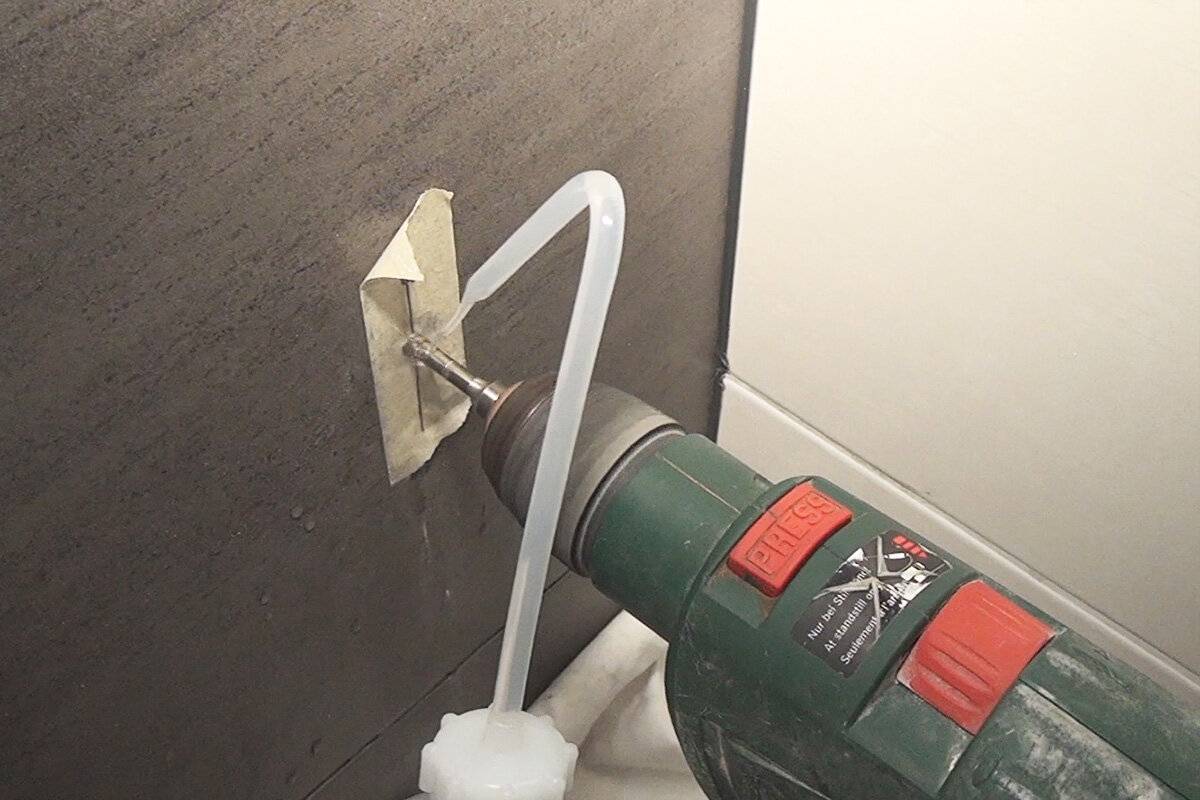
С использованием флюса
Точки сварки покрываются особым веществом – флюсом. Он не дает цинковому покрытию выгорать и превращаться в летучий газ. Флюс забирает долю тепла, а цинк под ним плавится, переходит в вязко-жидкое состояние и равномерно обволакивает сварное соединение, соединяя концы оцинкованных отрезков.










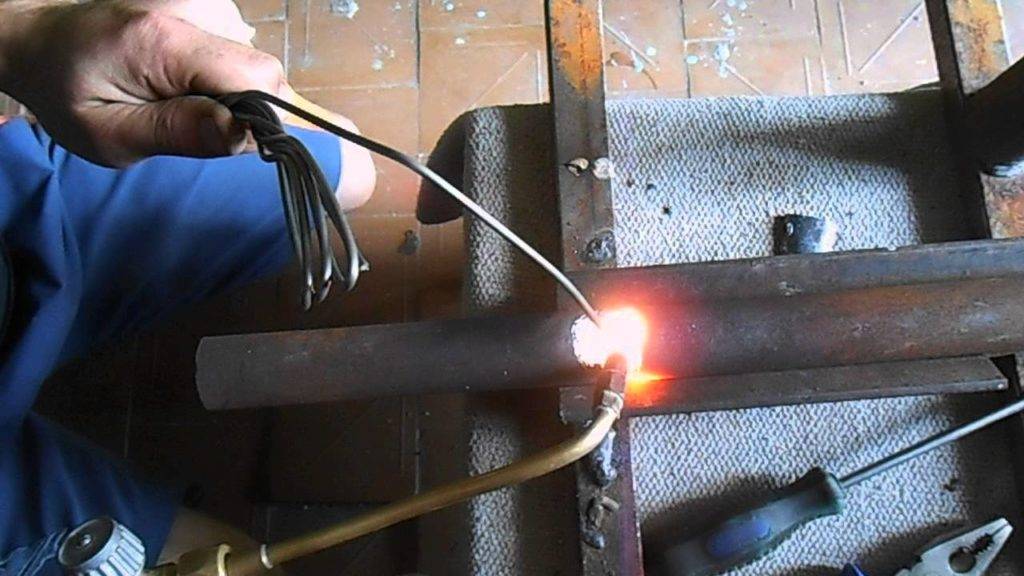
Ручная электродуговая
В этом способе сварки оцинкованных поверхностей применяются специальные электроды под высокие токи. Сущность методики – уменьшить время теплового воздействия на соединяемые заготовки, когда цинк за время сварки не достигает точки превращения в газ и не испаряется.
Эта технология чаще всего применяется не только при строительстве газопроводов и строительных конструкций, но и при прокладке водопровода.
Альтернативные способы соединения
Оцинкованные трубы допускается соединять резьбами и муфтами. В последнем случае результат гарантирует 100 % герметичность только при регулярном обслуживании стыков. Нарезать резьбу на оцинкованной трубе не так уж и просто. Есть вариант использовать заводские резьбы и сгоны. Но, опять же, их необходимо приваривать. Все это способно существенно поднять стоимость работ.
Какой способ лучше
- Работы проводятся быстро, если их выполняют квалифицированные сварщики.
- В сравнении с резьбовым или фланцевым обеспечивается неразъемное соединение, которое не нуждается в дальнейшем обслуживании.
- Сварка позволяет выполнять большие объемы работ за короткий отрезок времени — например, при прокладке многокилометровых трубопроводов.
На оцинкованных трубопроводах разъемное соединение – резьбовое, фланцевое, с помощью компрессионных и накладных муфт – используется не так часто и только в тех случаях, когда сделать нужно немного. Например, при замене радиатора в квартире необходимо удлинить подводку. Тогда на отрезке существующей оцинкованной трубы нарезают резьбу и муфтой, угловыми фитингами присоединяют отрезок другой.
Разъемное соединение вместо сварки используется для подключения к трубопроводу дополнительных устройств, например, счетчиков
Важно понимать, что такое соединение в отличие от сварки и пайки не обеспечивает 100 % герметичности и нуждается в периодическом обслуживании независимо от того, какая рабочая среда циркулирует по оцинкованному трубопроводу – жидкость или газ
MIG/MAG сварка
MIG/MAG сварка — это метод, суть которого заключается в применении защитного газа и сварочной проволоки. Такая технология может быть ручной (когда сварщик сам подает проволоку в сварочную ванну), полуавтоматической (когда подача проволоки механизирована, но сварщик все равно контролируется скорость подачи) и автоматической (когда проволока подается в автоматическом режиме на заданной скорости).
Самый простой и недорогой вариант — сварка с применением защитного газа и ручной подачей проволоки. Вам не нужно иметь дорогое оборудование с полуавтоматической или автоматической подачей проволоки. Но здесь нужно иметь опыт, поскольку подавать проволоку вручную непросто.
Автоматическая сварка всем хороша. Она сама подает проволоку, а вам остается только вести дугу. Вот только оборудование для автоматической сварки стоит дорого, и вряд ли захотите приобретать аппарат за 500$ для починки газовой трубы на кухне.
Поэтому рекомендуем вам остановиться на покупке полуавтомата. Это универсальный аппарат. Он с одной стороны помогает вам подавать проволоку, так что новичкам будет легче. А с другой стороны стоит не так уж дорого, при этом позволяет добиться хорошего качества шва. С помощью полуавтомата вы сможете сварить трубы, изготовленные из низколегированной или высоколегированной стали.
Здесь шов будет формировать не только за счет расплавленного металла, но и за счет проволоки. Так что качество соединения будет хорошим, если вы умеете обращаться с полуавтоматом. Не забывайте, что нужно настроить подачу защитного газа из баллона. Для этого можно использовать редуктор. И следите за расходом защитного газа при сварке, он не должен быть слишком большим. Например, при сварке тонкостенной трубы с применением углекислого газа может уйти до 15 литров, и это нормальный показатель.
Правила и особенности сварочных работ
Перед началом процесса необходимо ознакомиться со следующими нюансами процесса:
- Сложность подбора температуры воздействия. Цинк может начать расплавляться при +400 °С. Если слегка повысить температуру, покрытие начинает прогорать и испаряться. Это препятствует образованию прочного шва. Соединение получается пористым, покрывается трещинами.
- Нестабильность электрической дуги. Подобрать правильный режим работы аппарата может только опытный сварщик. Начинающим мастерам рекомендуется применять покрытые электроды, газовую защитную среду или присадочный материал. Последний вариант используют при необходимости формирования шва высокого качества.
- Сложность устранения отверстий. Поврежденные места листа предварительно очищают от загрязнений, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые закрепляют точечным методом. При толщине детали более 2 мм используют пробки или перегородки из низкоуглеродистой стали. Небольшие отверстия рассверливают до нужного размера. Внутренние поверхности дефектов не должны иметь резьбы.
Рекомендуем к прочтению Как правильно варить углеродистые стали
Особенности цинкового покрытия
На сталь антикоррозионное покрытие наносится несколькими методами. В зависимости от технологии толщина покрытия оцинкованного листа колеблется от двух до 150 микрон. Прожечь его легко, цинк плавится при температуре +906°С, сталь – при +1100°С. При обычном методе сваривания металла покрытие неизбежно пострадает. Его необходимо покрывать защитным флюсом, который не дает поверхности разогреваться.
Другая сложность сварки оцинковки – высокая токсичность выделяемых защитным покрытием паров. Сварка цинка требует защиты органов дыхания. Покрытие сначала размягчается, затем переходит в газообразное состояние. Эти пары при попадании в дыхательные пути вызывают сильную интоксикацию. Если необходимо монтировать оцинковку, нужно пользоваться масками с принудительным нагнетанием воздуха или работать в хорошо проветриваемом помещении, оснащенным вентиляцией.
Жидкий цинк значительно снижает качество шва. Делает рыхлым, хрупким. Чтобы он не попал в зону разогрева металла, участки в области шва очищают. Удаление цинкового покрытия – обязательная процедура соединения оцинковки. Основные способы очистки поверхности:
- Горячий, когда края заготовки перед сваркой обжигаются газовой горелкой. Быстрый но небезопасный метод, образуется слишком много ядовитых паров.
- Химический метод, обработка деталей кислотой или щелочью. После этого поверхности необходимо промыть и просушить.
- Механический, защитный слой счищается стальной щеткой, шкуркой, другим абразивным материалом.
Технология сварки газовой горелкой
Метод изобретен немцами, также известен под наименованием UTP. В настоящее время в пайке газовой горелкой применяют припой UTP-1 в сочетании с флюсом марки HLS-B. Припой выпускают в виде прутка на основе меди и цинка, он пригоден для сваривания сплавов из меди, чугуна.
Подготовка к работам и пайка
Выбирают горелку на 1–2 позиции меньше, чем если бы предстояло варить обычную сталь. В ацетиленовом пламени должно быть больше кислорода, чтобы кремний, входящий в состав припоя, и кислород могли соединяться с образованием оксида. Он и есть тот важный защитный элемент, который предотвращает выпаривание цинка.
Перед тем как варить, нагревают отрезки оцинкованных труб на длину 5 см в сторону от района пайки. Во время сварки пруток припоя под углом 40° заводят в зазор соединения, где он плавится и расплавленным металлом заполняется шов. Лучше использоваться метод «на себя», удерживая пруток не позади, а перед горелкой. Пламя нагревает не сами отрезки, а припой.
Нанесение флюса
Предварительно места сварки заполняют флюсом марки HLS-B. Состав пастообразной консистенции наносят таким образом, чтобы он захватывал каждый отрезок свариваемых оцинкованных труб на длину не менее 2 см. Слой флюса должна быть в 2–3 раза обильнее, чем при пайке стальных труб без специального покрытия.
Завершающий этап
Цинковые трубы с толщиной стенки не более 4 мм сваривают за один проход, более толстые паяют за 2–3 раза. После остывания в районе шва останется флюс, его удаляют водой и металлической щеткой
При чистке важно не переусердствовать, поскольку цинковое покрытие легко повредить. Внутри труба промывается проточной водопроводной водой в течение суток
Особенности сварочной технологии
Для выполнения работы применение традиционной технологии является недостаточно эффективным. При сварке оцинкованной стали учитывают следующее:
- Когда детали прикладывают друг к другу, на место их соединения кладут флюс, который должен быть разогрет до вязкого и жидкого состояния.
- Во время интенсивного нагрева в процессе сварочных работ флюс защищает цинковый слой на поверхности изделия. В результате при проведении сварки он, хотя и плавится, но не разрушается.
После завершения работы место соединения будет закрыто защитным слоем, что позволит обеспечить трубам длительный срок эксплуатации. Используемый флюс не содержит вредных для здоровья веществ и способен постепенно растворяться, например, если по трубам течёт водопроводная вода.
В этом видео рассказано о том, что должен знать сварщик о работе с оцинкованными трубами:
Видео описание
Сварка оцинкованной трубы. Что нужно знать начинающему сварщику?
При проведении сварочных работ в воздух попадают пары цинка. Чтобы защитить человека, необходимо обеспечить на этом месте качественную вентиляцию, и использовать в работе средства индивидуальной защиты. Если антикоррозионное покрытие было нарушено, то необходимо на это место нанести специальный состав










В процессе выполнения работ обращают внимание на следующее:
- На всех этапах контролируют сохранность цинкового слоя.
- Нужно следить за его температурой и помнить, что он не должен слишком сильно нагреваться.
- Перед началом работы соединяемые поверхности нужно обезжирить и тщательно очистить.
- Количество флюса, наносимое на поверхность, должно вдвое превышать то, которое применяется для обычной обработки.
- При стенках толщиной до 3 мм, края не нуждаются в предварительной механической обработке.
- Для сварки оцинкованных поверхностей нужно использовать такую горелку, которая будет на несколько номеров меньше, чем при работе со стальными трубами.
- Для пламени потребуется большее содержание кислорода, чем обычно.
- Заготовку предварительно нужно подогреть не только на месте соединения, но и на окружающем участке. Желательно это сделать на расстоянии 20-30 см от шва.
После окончания сварочных работ флюс нужно будет убрать. Внутри трубы его обычно удаляют при помощи воды.
При сваривании оцинкованных труб температура металла достигает 1200 градусовИсточник spark-welding.ru
Что нужно учитывать для получения качественного шва
При проведении сварки нужно принять меры для того, чтобы понизить содержание кремния в сварочном шве. Это достигается путём использования специальных материалов.
Когда процедура обработки завершена, необходимо покрыть место соединения специальным защитным слоем. Если на окружающем участке он повреждён, то это место также необходимо обработать. Для этих целей применяют специальную краску с высоким содержанием этого металла. Можно также воспользоваться наплавкой из такой проволоки или применить цинк-кадмиевые прутки.
При обработке не нужно направлять пламя на оцинкованную поверхность. Оно должно попадать на место, покрытое флюсом.
Процедура оцинковки трубИсточник spark-welding.ru
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб. Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы. Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.
Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора. Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем. Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока
Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния. После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками
Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях. Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен. Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри. Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.
Методы сварки
Чтобы максимально качественно сварить оцинкованные трубы, можно прибегнуть к одному из нескольких способов.
Первый метод предполагает механическую очистку изделия посредством абразивного наждачного круга либо щетки. Затем оцинковка сваривается так же, как обычные черные трубы. Нюанс заключается в том, что шов, который очищен от цинка не будет защищен от коррозийных процессов, а это значит, что срок эксплуатации изделия будет недолгим. Под воздействием влаги труба очень быстро начнет ржаветь и ее придется менять.

Используя для пайки горелку очень важно правильно подобрать размер сопла, на выбор которого влияет толщина стенок деталей из цинка. Осуществляя пайку, нужно помнить, что сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы идентичного размера
Осуществляя пайку, нужно помнить, что сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы идентичного размера.
Выбрать правильный размер сопла крайне важно, т.к. при использовании слишком большого – ваша заготовка может попросту перегреться, что естественно приведет к испарению цинка
Если размер сопла будет слишком маленьким, то поверхность материала наоборот не дойдет до нужного температурного режима и припой может попросту к ней прилипнуть.

В процессе пайки используют ацетиленокислородное пламя, выставляемое на избыток кислорода, который опять же нужен для того, чтобы цинк не испарился. Поскольку в момент, когда припой плавится, избыточное количество кислорода вступает в реакцию с кремнем и в итоге образуется его оксид, предотвращающий процесс испарения.
Электроды с рутиловым покрытием обладают рядом положительных свойств:
- они зажигаются очень легко и быстро,
- благодаря сварочной дуге, которая образуется, сварочные швы получаются прочные качественные, без пор и трещин,
- в процессе работы разбрызгивается совсем небольшое количество плавленного материала.
Читать также: Самодельные картофелекопалки для мотоблоков своими руками
В рутиловом покрытии может присутствовать железный порошок, за счет которого уменьшается удельный вес углерода в цинковом покрытии и трещины образуются намного реже.
Для того чтобы производить электросварку оцинкованных труб, человек, выполняющие сварочные работы должен иметь хотя бы минимальный опыт в этом деле. На мощность дуги самое непосредственное влияние оказывает размер электрода. В связи с этим электроды для сварки оцинкованных труб должны быть среднего размера, т.к. выбрав слишком толстые соединение может прожечься, а тонкие приведут к образованию недостаточно прочного шва.
После того, как сварка будет завершена, место соединения обязательно покройте антикоррозийным составом.
https://youtube.com/watch?v=po6Q8Vds3dg









Технология сварки газопроводов
Любые сварочные работы по монтажу и ремонту газовых труб начинаются с подготовки металлоконструкций к обработке. Поверхность проката тщательно очищается от загрязнений – с него удаляется ржавчина, грязь, остатки технического масла. Трубы очищаются вдоль кромок на расстоянии не менее 2 см от стыка изнутри и снаружи изделия. После зачистки деталь подвергается механической обработке:
- на прокате толщиной свыше 3,5 мм делаются небольшие скосы под наклоном в 45 градусов;
- острые края изделия слегка притупляются – это предотвращает стекание расплавленного металла внутрь трубы.
На элементах газопровода, толщина стен которых не превышает 3,5 мм, дополнительные скосы по кромке не делаются. Все технические параметры такой обработки проката перед сваркой регулируются нормативами и регламентами ГОСТ 16037-80.
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.

Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.