Цены на оборудование и услуги
Средняя цена простого аппарата для сварки труб составляет 3000 рублей. Встречаются экземпляры и по 50 000 рублей, но это техника для профи.
Труба полипропиленовая стоит от 20 до 100 рублей за погонный метр. Цена зависит от диаметра изделия и наличие или отсутствие армированного слоя. Стоимость фитингов от 10 до 300 рублей.
Расценки на сантехнические работы незначительно разнятся. В среднем комплексная разводка труб, длиной в 12 метров с тройниками и другими соединениями обойдется вам не менее 11 000 рублей.
Сложность работы и наличие труднодоступных участков значительно удорожает конечную стоимость.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.
Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.








Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
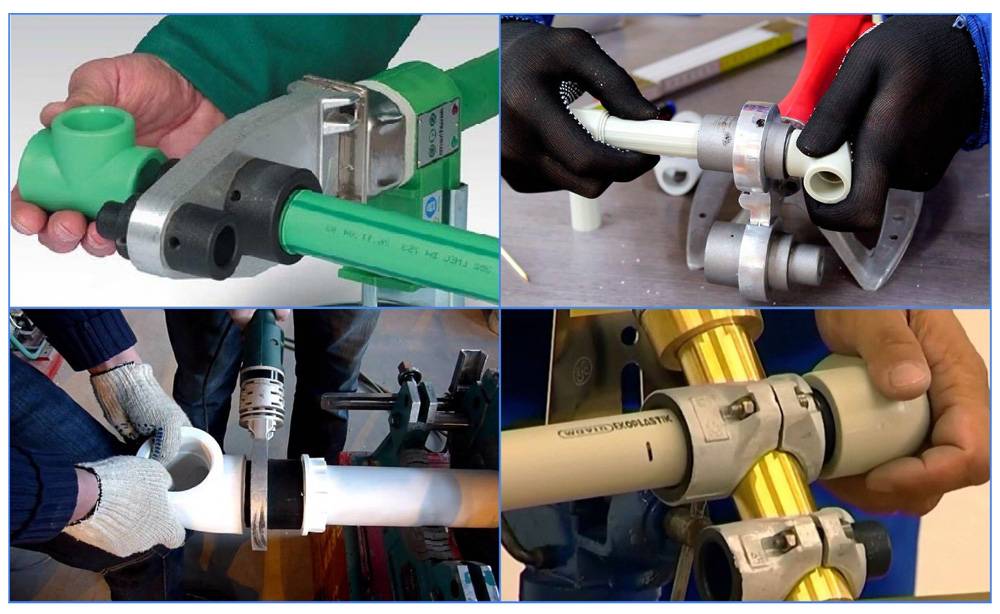
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
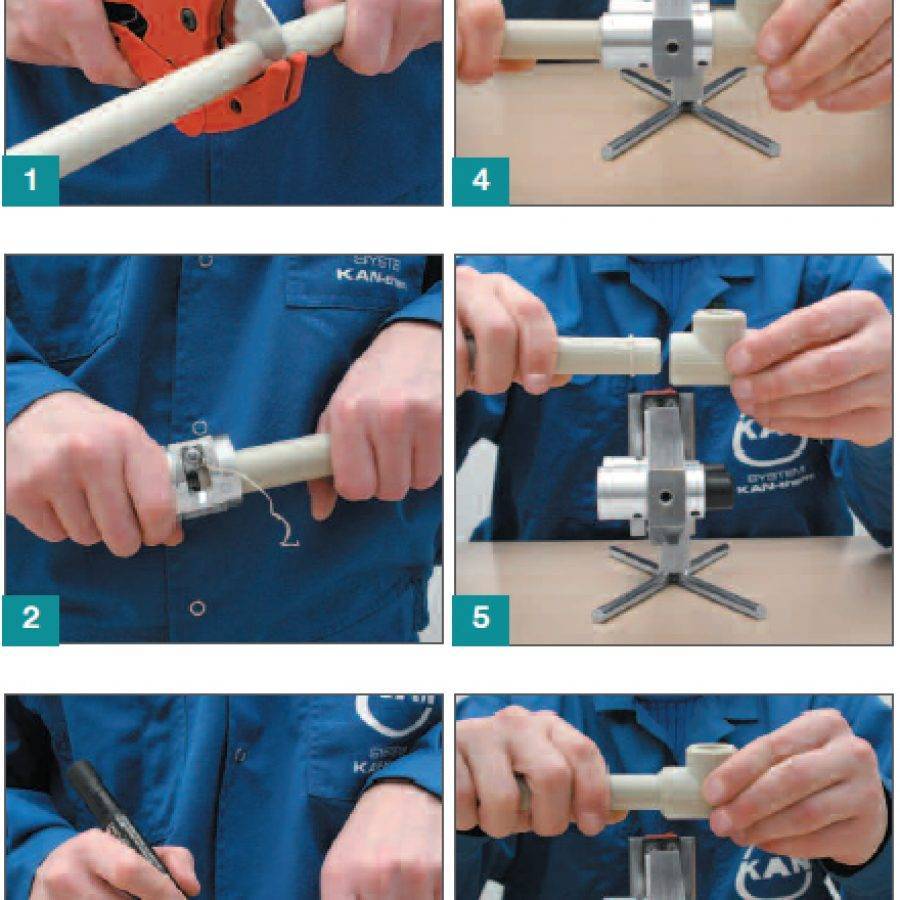
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
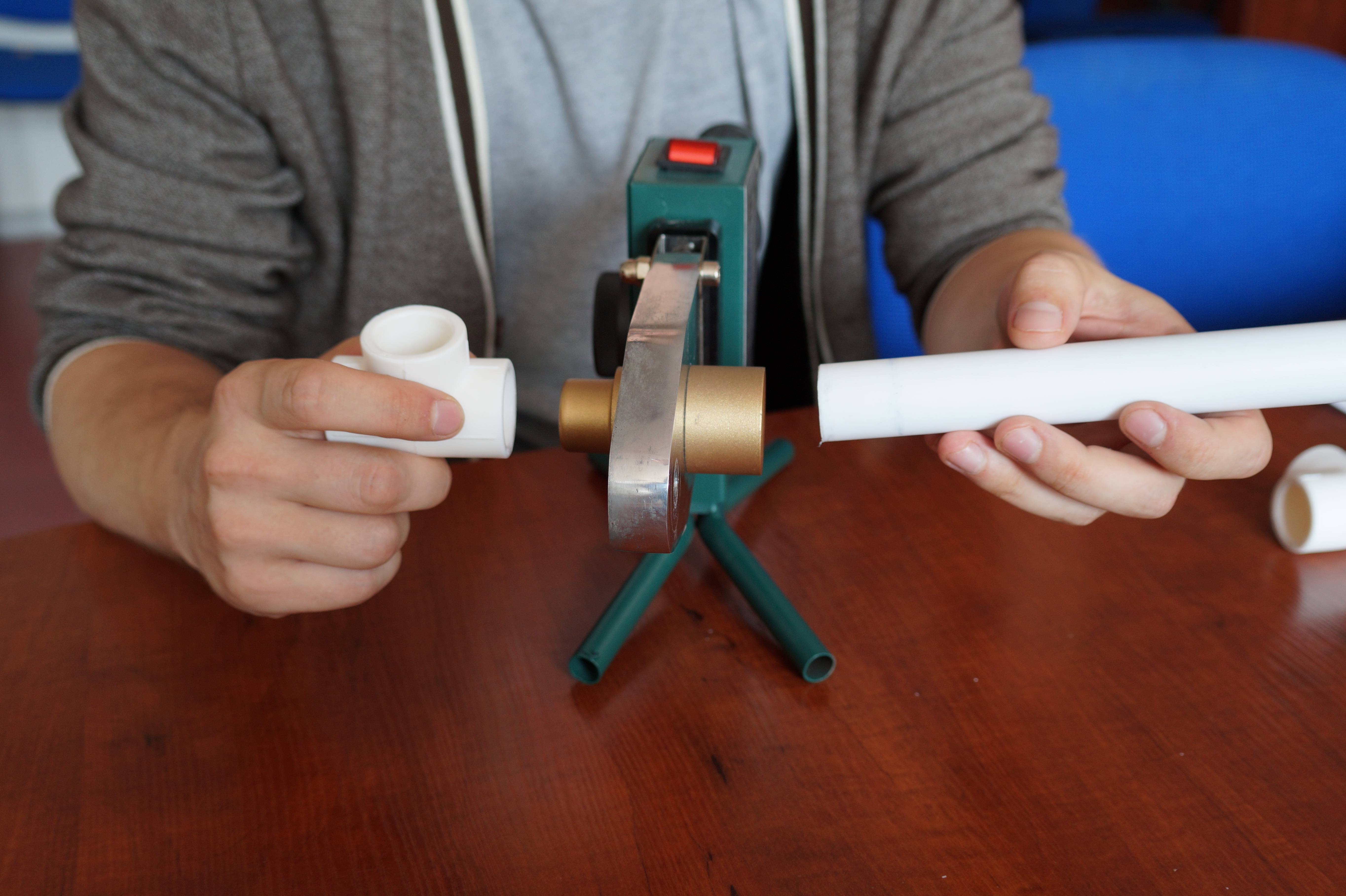
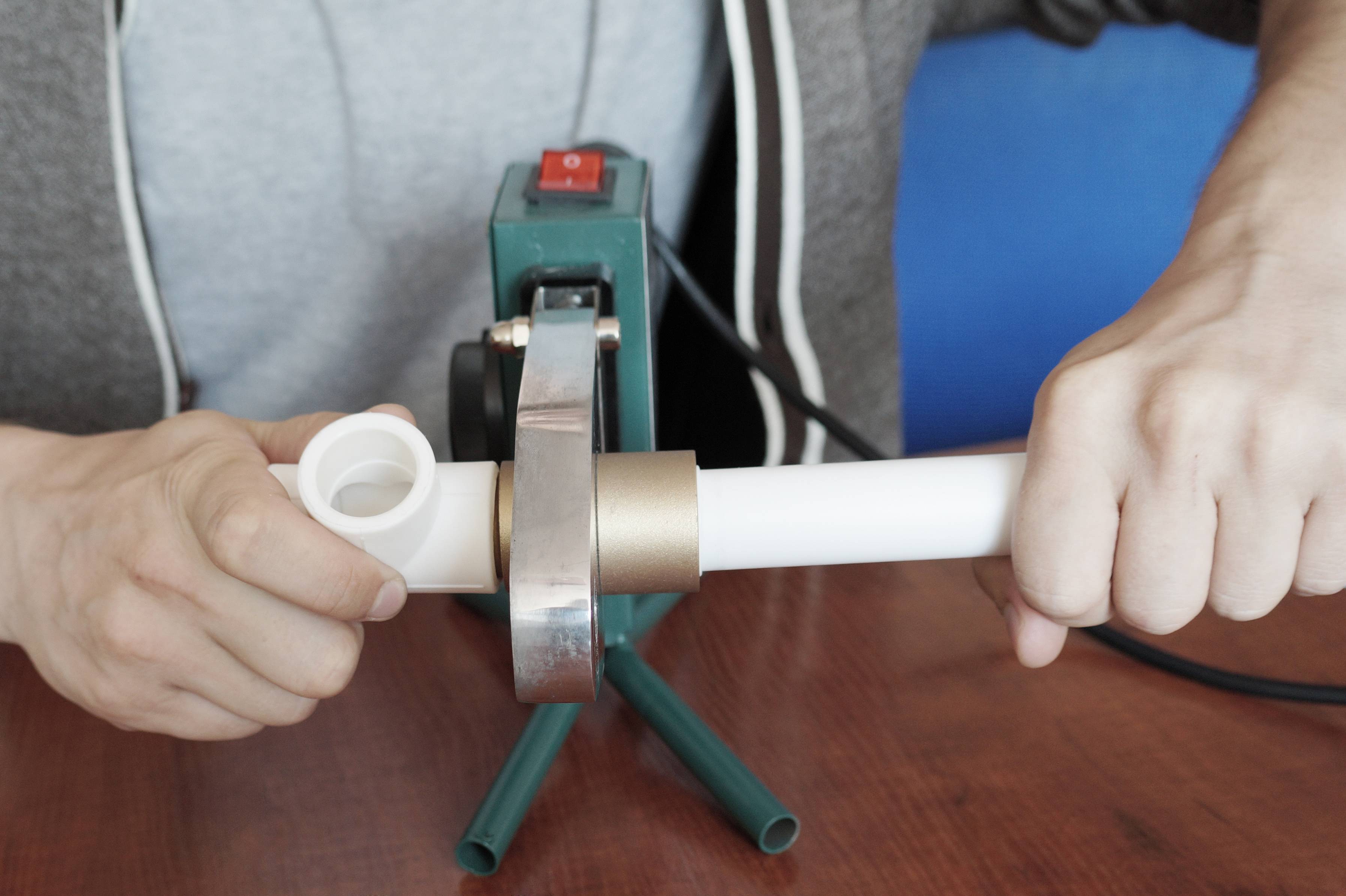
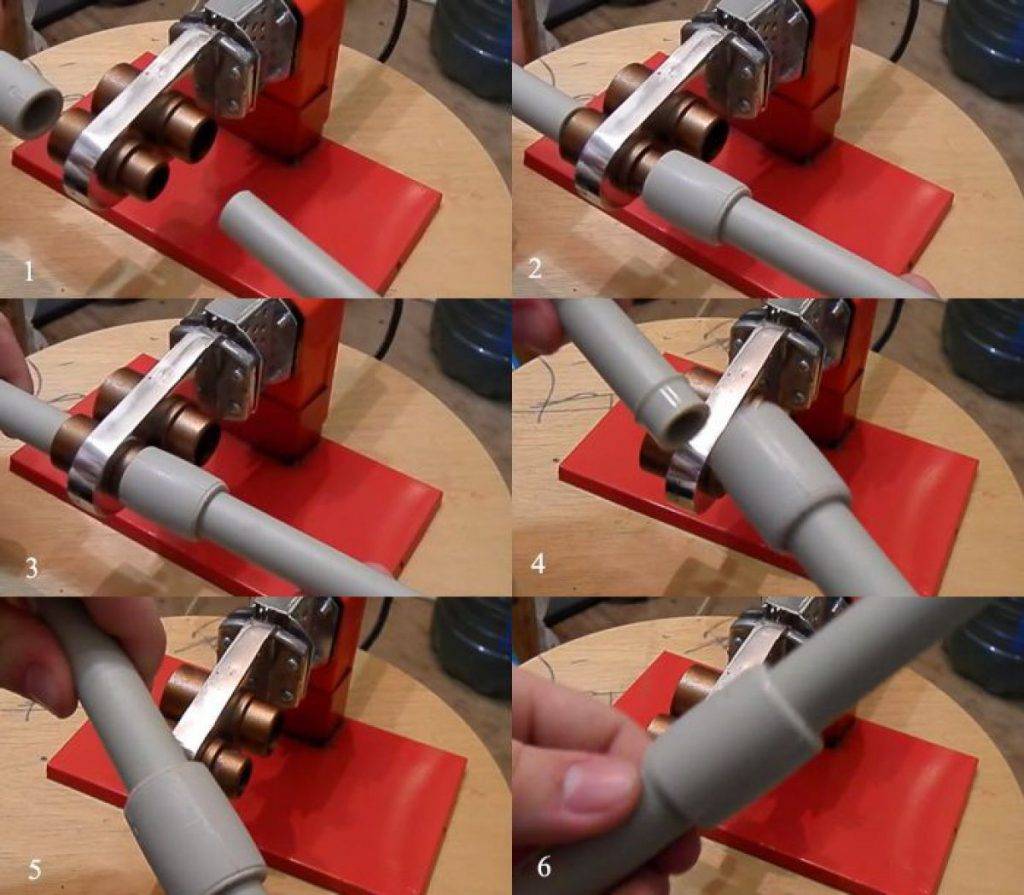
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
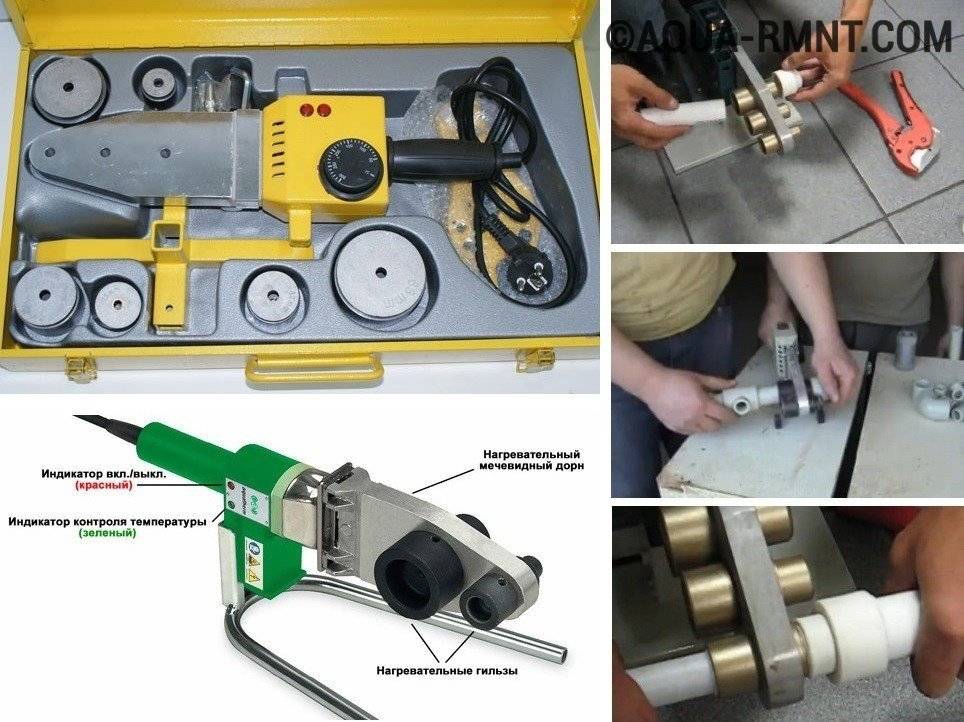
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной








Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Подготовка спаиваемых элементов
Сначала аккуратно обрежьте острым ножом трубки до нужной Вам длины. Можно воспользоваться и специальным труборезом, если он есть в Вашем домашнем арсенале.
Затем обрезаем заусенцы на концах. Заусенцы – тонкая стружка из пластика, зазубрины на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, то аккуратно ножом эти зазубрины убираем.
После этого концы соединяемых пластиковых трубок зачищаем. Для этого используем тонкий напильник, надфиль, может быть даже рифель (у этой разновидности надфиля рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т.п.).
Сварка полипропиленовых труб разного диаметра и типа через переходную муфту.
Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Итак, трубы готовы, фитинг готов.
Приступаем к спаиванию
Как правильно паять трубы своими руками
Правда, на старых, ранних вариантах приборов для пайки такой функции нет, так что, придется регулировать температуру вручную.
Обязательно нужно хорошо обработать заготовку перед самим соединением. Обязательно очистить поверхность от загрязнений, обезжирить при помощи спирта.
Также нужно снять фаски с заготовок. Для этого нужно воспользоваться фаскоснимателем и спиртом. Данная операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Сварка полипропиленовых труб
Иными словами, можно разогревать одновременно две трубы и два фитинга, и после доведения до необходимой температуры за краткое время создать довольно большую конструкцию.
Само соединение необходимо проводить максимально быстро, чтобы не допустить снижение герметичности системы. Как только вы увидите, что элементы заготовки разогреты до необходимой температуры, то сразу же снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение нужно делать очень плотным, чтобы в дальнейшем в системе отопления или водоснабжения не случалось протечек.
Пайка полипропиленовых труб, ошибки начинающих, восстановление соединений.
Проверка стыка соединения после спайки
В итоге две пластиковые трубки для водопровода плотно соединены! Правильно ли мы все сделали? Об этом Вы сможете судить лишь через некоторое время, когда пустите воду по «новому» водопроводу.
Если же, по каким-то причинам, Вы все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то стоит подождать не менее двух-трех часов до пробного запуска воды. Здесь главное не спешить, и все делать правильно, чтобы ваши труды не пошли насмарку.
В конечной стадии установки необходимо убедиться в том, что место пайка достаточно надежно. Для этого лучше всего осуществить пробный пуск воды. Открываем кран. После пуска воды внимательно осмотрите весь закрепленный вами, отремонтированный узел водоснабжения.
Если все-таки появились разводы на конструкции или на фитинге/муфте, вода сочится, капает или даже хлещет струей из-под нового соединения, то значит ваша операция по спасению домашнего водопровода, проведена не правильно!
Следует либо заново проводить всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если же все прошло нормально, и вода бежит только из крана, как и должно быть, то поздравляем вас с успехом!
Миссия выполнена, семья довольна, пластиковые трубки для водопровода надежно и крепко соединены! Как видно теперь, данная операция не является невыполнимой, и, если следовать обычным прописным истинам, можно добиться необходимого результата!
Теперь вы можете смело бросить вызов новому ремонту, поскольку вы уже имеете достаточно знаний, и знаете, как паять пластиковые трубы правильно!
Сварочный аппарат для пайки полипропиленовых труб
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.








Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать
Если присадка холоднее листа, образуются морщины в месте шва.
Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.