Вибропрессованная тротуарная плитка: особенности процесса производства, состав, преимущества
Сырьевые компоненты такие же, как и у вибролитых изделий, а их пропорции, используемое оборудование, процесс изготовления отличаются. Лентехстром изготавливает вибропрессованную тротуарную плитку, соответствующую ГОСТу 17608-2017, используется вибропресс.
Основные этапы производства:
- Подготовленную смесь заливают в матрицу;
- Формируют изделие с помощью пуансона;
- Матрицы размещают на конвейере или на поддоне.
Применявшееся ранее пропаривание было исключено из технологического процесса в связи с неэффективностью этого этапа.
Преимущества процесса:

- простая расформовка;
- минимальное присутствие ручного труда;
- возможность изготовления как одно-, так и двухслойного изделия высокого качества.
Разновидность вибропрессования – гиперпрессование. Основное отличие этого процесса – высокое давление пуансона на смесь – до 0,4 МПа (4-х атмосфер). Гиперпрессованные ФЭМ – прочные, с гладкой поверхностью (зимой возможны проблемы со скольжением), низким водопоглощением, практически не поддаются механической обработке.
Технология производства тротуарной плитки методом вибропрессования
Технология производства тротуарной плитки методом вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Изготовление вибропресса для тротуарной плитки своими руками – чертежи
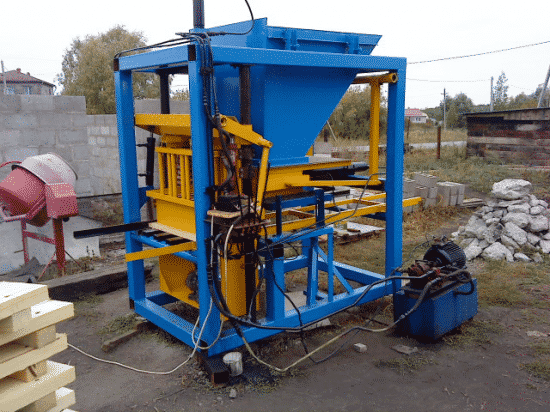
Вибропресс для производства тротуарной плитки – основное оборудование, использующееся в процессе создания качественного и прочного покрытия. Современные производители выпускают станки разной мощности, для определенных масштабов производства, с теми или иными функциями, но все они стоят немало. Если есть необходимость в самостоятельном создании тротуарной плитки, можно попробовать сделать вибропресс своими руками.
Вибропресс для тротуарной плитки позволяет делать элементы из двух слоев: базового и фактурного (лицевого). Базовый слой создается из песка, цемента и щебня, получается прочным и качественным. Второй слой готовят с добавлением специального пигмента, который позволяет получать любые оттенки и цвета плитки.
Производство тротуарной плитки с помощью вибропресса:
- Загрузка смеси в один или два бункера (большая емкость предназначена для основной смеси, малая – для бетона с пигментом для формирования лицевого слоя).
- Поступление смеси из первого бункера в пресс-форму, которая находится на вибростоле. Включение вибратора на 1-2 секунды для распределения смеси в матрице равномерным слоем.
- Загрузка цветного бетона в пуансон, включение режима вибропрессования на 35-40 секунд для уплотнения.
- Снятие матрицы и пуансона, перемещение готовых изделий в место, где они будут набирать прочность. Если используется технология ускоренного набора прочности, может выполняться термовлажностная обработка.
- Отправка готовых плиток на склад, потом в транспортировочные поддоны, доставка к потребителю.

Сколько стоит изготовить тротуарную плитку в домашних условиях?
Это не праздный интерес, а рациональный подход, требующий
подсчетов, составления сметы для определения бюджета и рентабельности.
Расчет стоимости изготовления тротуарной плитки
| Материал | Цена |
| Цемент (М 500 Портланд) | 300-500 руб/мешок 59 кг |
| Щебень гранитный фракция 3-10 мм (чем крупнее тем дешевле) | 1 500-2 000 руб. за куб |
| Песок сеяный | 600 руб./м.куб. |
| Пластификатор (С-3) | 80 руб/л |
| Краситель | от 1500 до 8600 руб/25 кг Стоимость зависит от устойчивости к воздействию внешней среды |
| Фиброволокно | от 98 до 165 руб/кг |
| Смазка для формы | от 0 до 100 руб/л |
| Формы (цена варьируется в зависимости от формы, размера и материала) | |
| – пластиковые | из первичного пластика: 69-200 руб/шт. (в зависимости от размера) 43-60 руб/шт. из вторичного пластика: |
| – силиконовые | 120-150 руб/шт. |
| – полиуретановые | 200-370 руб/шт. |
| – простые «кирпичики» | от 30 руб/шт. |
| – оригинальные | до 1 500 руб/шт. |
В таблице приведены примерные цены за единицу продукции.
Итоговая сумма зависит от расхода.
Цена готовой тротуарной плитки простой конфигурации
начинается от 200 руб. за м.кв, фактурной от 450 руб. Умножьте на требуемую
квадратуру (площадь) и приплюсуйте доставку. Сравните полученные результаты. В
среднем экономия составляет от 10% (для местной плитки) до 25% (для брендовой).
При этом, следует понимать, что каждый производитель в условиях конкуренции
стремится максимально удешевить свою продукцию. Как правило, это сказывается на
качестве, которое не всегда можно определить сразу, а только спустя некоторое
время.
Дефекты тротуарной плитки
Дефекты на поверхности тротуарной плиткиТрещины на тротуарной плиткиВпитывание воды тротуарной плиткой
В пользу самостоятельного изготовления тротуарной плитки можно отметить:
уверенность в качестве продукта;
возможность изготавливать плитки в перерывах между другими делами;
увлекательность процесса;
красивый результат и гордость за собственные успехи.
Надеемся, что изготовление тротуарной плитки
своими руками станет для вас несложным, увлекательным процессом. А пошаговая
инструкция будет хорошим руководством при создании качественного продукта,
рассчитанного на длительный период эксплуатации в саду, на даче или во дворе.










Как приобрести качественную вибропрессованную плитку
Если Вы решили потратить средства и купить качественную и долговечную плитку, то нужно проявить максимум внимания и выяснить у продавца интересующие данные.
Это имеет большое значение для качества будущего тротуара:
- Запросите у продавца сертификат соответствия и паспорт на плитку. Если таких документов нет, то Вы рискуете купить товар, произведенный из смеси неизвестного состава по неизвестно какой технологии и, соответственно, с неизвестными характеристиками. Учтите, что все крупные производители всегда снабжают свою продукцию необходимо документацией. Более того, из изделия проходят проверку в сертифицированных лабораториях, имеющихся в списках Росреестра. Если вам выдали сертификат, где не указан номер и дата протокола испытания плитки, то существует большая вероятность того, что изделие является фальсифицированным. Плитка должна соответствовать ГОСТ 17608-91. Это гарантирует ее качество и срок эксплуатации не менее 30 лет (при правильном выборе толщины элементов и монтаже их на правильно подготовленное основание).
- По внешним признакам также можно определить его качество изделий. К примеру, если при ударе плитка издает глухой звук, значит при ее производстве использовано избыточное количество воды, что не характерно для вибропрессованных изделий. Если элементы имеют слишком яркую окраску, то в смесь внесено излишнее количество пигмента, что может снизить прочность плитки.
- Если Вам предлагают слишком дешевую плитку, утверждая, что она произведена посредством вибропрессования, то, скорое всего, это не соответствует истине.
- Важным критерием выбора плитки является ее толщина.
- Довольно тонкую плитку – толщиной 30-40 мм – можно использовать для мощения участков, не подвергаемых большим эксплуатационным нагрузкам: садовых и пешеходных дорожек, отмостки вокруг дома, террасы. Для участков с ограниченным движением легкого транспорта используют плитку толщиной не менее 45-65 мм. Если предусмотрено мощение площадей с интенсивным автомобильным движением, необходимо использовать плитку толщиной не менее 70 мм.
- Морозостойкость будущего тротуарного покрытия. Если использованный для приготовления смеси для производства плитки бетон не соответствует зимним температурам вашего региона, срок службы плитки может значительно сократиться. Уже через несколько сезонов она начнет трескаться и крошиться. Если указано, что плитка обработана гидрофобными пропитками (акриловыми или полиуретановыми), то это значительно снижает впитывание бетоном воды и повышает ее морозостойкость.
Таким образом, прежде чем купить материал для мощения тротуаров и площадок, нужно определить критерии.
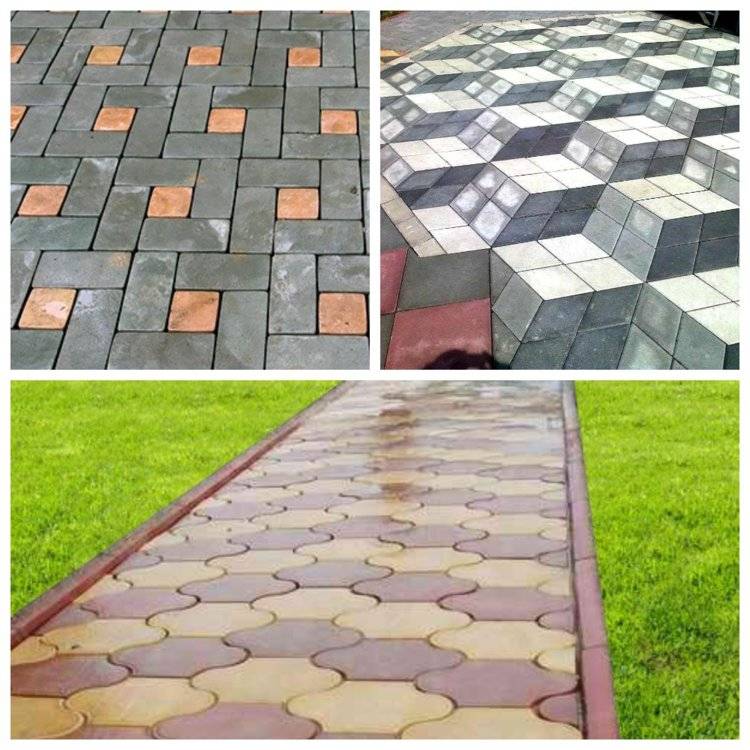
Популярные марки брусчатки
«Нотебек»
В каталоге продукции компании «Бетонар» представлена брусчатка квадратной, ромбообразной, прямоугольной формы, а также плитка в виде сот, волнистой, зигзагообразной формы и т. д. «Изюминкой» коллекции можно считать светодиодную плитку с различными вариантами свечения: теплым, холодным или многоцветным.
Продукция фабрики «Готика»
Брусчатка представлена в нескольких коллекциях. Коллекция «Premium» — это плитка с различными декоративными наполнителями и оригинальной обработкой поверхности. Коллекция «Profi» включает в себя классическую брусчатку различных оттенков и форм. Коллекция «Natur» отличается нежной цветовой палитрой, благодаря чему она выглядит особенно естественно.
«Rosser»
Брусчатка компании «Rosser» включает в себя такие оригинальные модели, как «Волна», «Катушка», «Экопарковка», а также традиционную плитку прямоугольной формы различных размеров. Все модели представлены в серых, насыщенных, светлых и пастельных тонах.
Брусчатка от ЧП «Юхман»
Компания реализует такие модели брусчатки: «Клевер», «Бордюр», «Волна», «Ромб», «Пеньки», «Водосток», «Кирпич». Она выполнена в сером, красном, шоколадном, горчичном, желтом, синем и других цветах.
Брусчатка сочетает в себе отличные декоративные качества и высокую экологичность. При этом технология ее производства довольно проста и может быть воссоздана даже в домашних условиях, без использования специального оборудования.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.
От чего зависит качество будущего тротуара
Прочность и долговечность плитки напрямую зависят от того, насколько правильно был создан материал, точно ли соблюдена технология, использовались ли качественные материалы. Поэтому при покупке лучше доверять проверенным производителям, которые могут предоставить сертификаты и гарантию на товар.
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.
Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Выбирая тротуарную плитку, произведенную методом вибропрессования, необходимо обратить внимание на ее физические характеристики – важны цвет, вес, размер, форма, рисунок и т.д. В данном случае ориентируются исключительно на личные предпочтения и требования.. Что же касается качества материала, то тут есть некоторые нюансы
Что же касается качества материала, то тут есть некоторые нюансы.
Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Вибропрессованная и вибролитая плитка преимущества и недостатки.
| Вибропрессованная плитка | Вибролитая плитка | |
| Структура плитки | Однородная мелкопористая (все слои плитки имеют одинаковые показатели прочности и морозостойкости) | Неоднородность структуры (поверхностный слой имеет более высокие показатели прочности и морозостойкости, нежели само тело плитки) |
| Внешний вид и цветовая гамма | Ровная поверхность, возможность изготовления с верхним окрашенным слоем. | Привлекательный внешний вид, яркая насыщенная цветовая гамма, возможность нанесения рисунка на лицевую поверхность. |
| Прочность и морозостойкость | Высокие показатели прочности и морозостойкости, что позволяет использовать в разных климатических условиях без боязни разрушения. | Невысокие показатели прочности и морозостойкости из – за большого количества влаги в смеси. Разрушается при оттаивании и замерзании. |
| Геометрические размеры | Строгое соблюдение геометрических размеров, что обеспечивает ровное мощение. А также исключает присутствие брака. | Геометрические размеры могут разниться (особенно высота). Чтобы добиться ровной геометрии необходим тщательный уход за формами и своевременная их замена. Наличие брака от 30%. |
| Скольжение | Шершавая нескользкая поверхность, что гарантирует безопасность прохождения по ней. | Лицевая поверхность плитки гладкая и скользкая. Что может быть травмоопасным. при снижении температуры ниже 0 градусов Цельсия. конденсировать на поверхности влагу и покрываться льдом. Соответственно поверхность, вымощенная вибролитой плиткой, превращается зимой в сплошной каток. |
| Возможность механического воздействия | Допускает шлифовку, полировку, бучардирование поверхности, резку при помощи резака или шлифмашины с алмазным диском. Таким образом можно ровно выложить любую геометрическую поверхность, а также сделать изделие более красивым, не теряя в прочности. | Не допускает шлифовки и полировки поверхности. Это приводит к разрушению. |
| Номенклатура изделий | Большая номенклатура изделий. Переход с одного вида изделий на другой требует финансовых вложений в формообразующую оснастку. Одна форма обеспечивает производительность на 2-3 сезона. | Большая номенклатура изделий. При маленькой производительности — быстрый переход с одного вида изделий на другой с минимальными затратами. При большой производительности требуются существенные вложение для закупки форм (зависит от количества выпускаемой продукции). |
| Автоматизация процесса производства | Можно полностью исключить влияние человека на качество и количество выпускаемой продукции. | Невозможно исключить трудоемкий ручной труд (заливка бетона в формы, распалубка, чистка форм) |
| Склонность к раскалыванию | Расколоть возможно только прессом для колки камней, не расслаивается | Плитка склонна к раскалыванию, расслаиванию поверхностного слоя. |
Способы изготовления бетонной плитки
Основным отличием производства тротуарной плитки является доступность и простота ее изготовления. Сегодня широко используются две основные технологии:
- вибропрессование, основанное на утрамбовывании бетона с низким содержанием воды на специальном оборудовании;
- вибролитье, требующее добавление в состав смеси пластификаторов.
В первом случае производится наполнение плиточных форм полусухим бетонным раствором с последующим его уплотнением с помощью стационарных вибрационных прессов. Процесс вибропрессования тротуарных плиток из бетона максимально автоматизирован, что сказывается на его высокой производительности.
В матрицу, расположенную на станине, закладывают готовый состав бетонной смеси. Находясь в рабочем режиме, пуансон начинает давить на бетон при одновременном вибрировании пресса до того момента, пока масса не приобретет требуемую плотность. После этого пуансон вместе с матрицей поднимается, а сформованные изделия остаются на станине.

Технология вибролитья предусматривает уплотнение смеси на постоянно функционирующем вибростоле. Раствор, в этом случае, помещают в резиновые или пластиковые формы различной конфигурации, тщательно отслеживая правильность их наполнения. Излишки бетонной смеси срезают, а после вибрационной обработки изделий формы переносят в теплое место для сушки на двое суток, после чего готовые плитки извлекают.







Данный способ используют домашние мастера при самостоятельном изготовлении тротуарных плиток из бетона, качество которых во многом зависит от того, какие пропорции воды по отношению к бетону использовались при замешивании растворной массы, и была ли соблюдена технология при выполнении работ.
Оба метода изготовления бетонных плиток позволяют получать изделия с низкой пористостью и высоким показателем плотности.
В случае изготовления цветных плиток применяется двухслойная заливка бетонной смеси. В качестве нижнего слоя используют цветной состав, после утрамбовки которого, сверху заливают основную бетонную смесь на полную глубину формы.
Сравнение тротуарных плиток, выполненных по разным технологиям
Изделия, созданные способом вибролитья, эстетичны, имеют гладкую и скользкую поверхность. На городских улицах такие плитки укладывать не рекомендуется, так как зимой под тонким слоем льда они могут «посодействовать» получению травм при падении. К тому же, совместное воздействие влаги и мороза способно разрушить литую тротуарную плитку из бетона.
Но для частных территорий, где за очисткой пешеходных дорожек неукоснительно следят, а иногда для них прокладывают даже системы обогрева, укладка самостоятельно изготовленных плиток вполне допустимо. Главное, не давать образовываться на их поверхности наледи.
Увеличить морозостойкость изделий, выполненных методом вибролитья, можно при помощи пластификаторов и модификаторов. Но они достаточно дорогостоящи и увеличивают себестоимость готовых бетонных плиток.

Метод вибропрессования обеспечивает шероховатую поверхность изделий и достаточную морозоустойчивость, поэтому их широко используют при мощении пешеходных дорожек. Технология изготовления предусматривает в растворе низкий показатель пропорции воды по отношению к цементу, поэтому готовые изделия отличаются:
- малым коэффициентом водопоглощения;
- высокой прочностью;
- четкими геометрическими формами;
- стойкостью к истиранию;
- возможностью дополнительной шлифовки и нанесения антискользящих полосок;
- способностью сохранять изначальный цвет;
- минимальным привлечением ручного труда;
- большой производительностью.
В то же время, достоинства есть и у тротуарной плитки из бетона, производимой методом вибролитья. Это:
- возможность изготовления изделий в условиях частного домовладения;
- использование доступного оборудования и материалов;
- презентабельный вид;
- вероятность выпуска большого ассортимента плиток в небольших количествах за короткий период времени.
Изготовление клинкерной тротуарной плитки
Клинкерную тротуарную плитку изготавливают как и кирпич из обожженной глины, потому в простонародье ее так и называют – дорожным клинкерным кирпичом.

Для производства клинкерного дорожного кирпича размечают сухую глиняную смесь и очищают, затем разводят с водой. Влажную глиняную массу подвергают давлению через специальные экструзионные отверстия, для удаления влаги и частиц воздуха. Таким образом образуются длинные прямоугольные заготовки, которые нарезают на изделия соответствующего размера. Готовое изделие высушивают несколько дней при температуре до 150° С, обжигают в туннельной печи в течение двух суток.
Клинкерную тротуарную плитку используют для мощения тротуаров, проездов и стоянок автомобилей, для газонов, для отвода воды. Такую плитку производят разнообразной формы и цветовой гаммы.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).
Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.









Методы изготовления
Существует 2 технологии производства тротуарной плитки:
Вибропрессование – это способ изготовления, в котором уплотнение материала происходит за счёт вибрации и давления. Для данного варианта требуется термокамера и вибрационный пресс. С их помощью плитка уплотняется, а также высушивается при высокой температуре и влажности, что повышает прочность материала. Эти изделия применяются для укладки в местах с высокой нагрузкой. Чаще всего данный способ применяется для большого коммерческого производства из-за высокой стоимости оборудования.
Вибропресс для плитки Источник rifey-vibropress.ru
Вибролитьё – это метод изготовления, который нужен для производства малых объёмов плитки. Для этого способа требуются бетономешалка (можно заменить дрелью с насадкой-миксером и любой тарой), формы и вибростол. Изделия, которые произведены таким способом, не предназначены для высоких нагрузок и чаще всего используются для садовых дорожек.
Плитка, которая изготовлена с помощью вибропресса, имеет шершавую поверхность, а литая – более гладкую. Также они отличаются яркостью и насыщенностью цвета. В прессованном изделии, из-за малого количества воды в составе, краситель плохо растворяются. Поэтому для декора больше подходит литое изделие.
Плитка с красителем в составе Источник istrarem.ru