
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Положение электрода
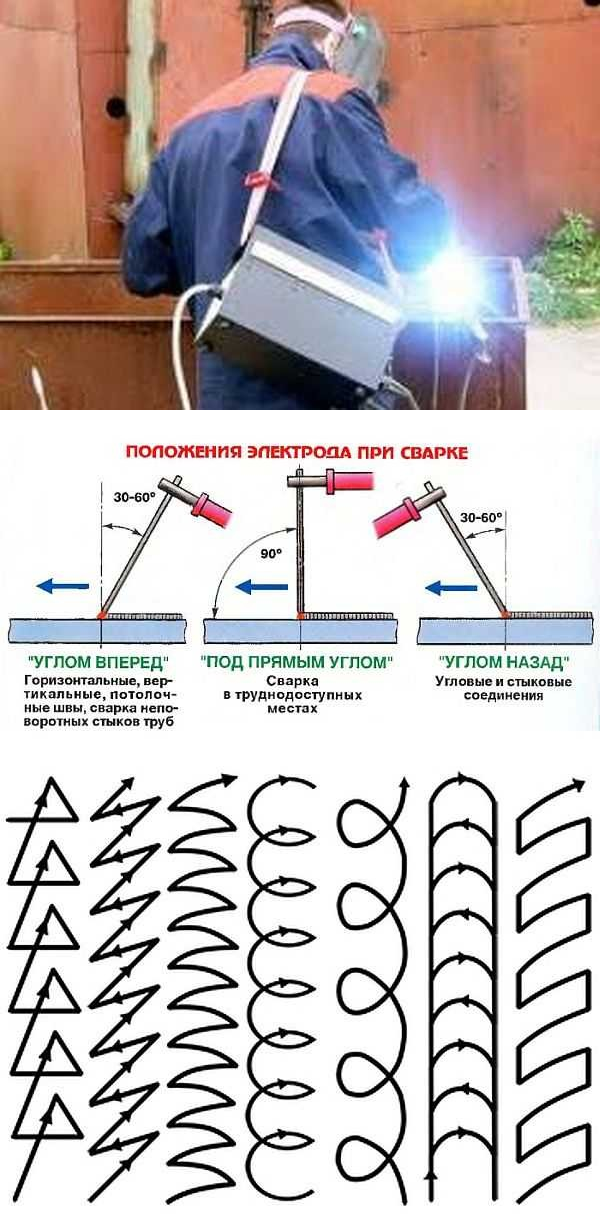
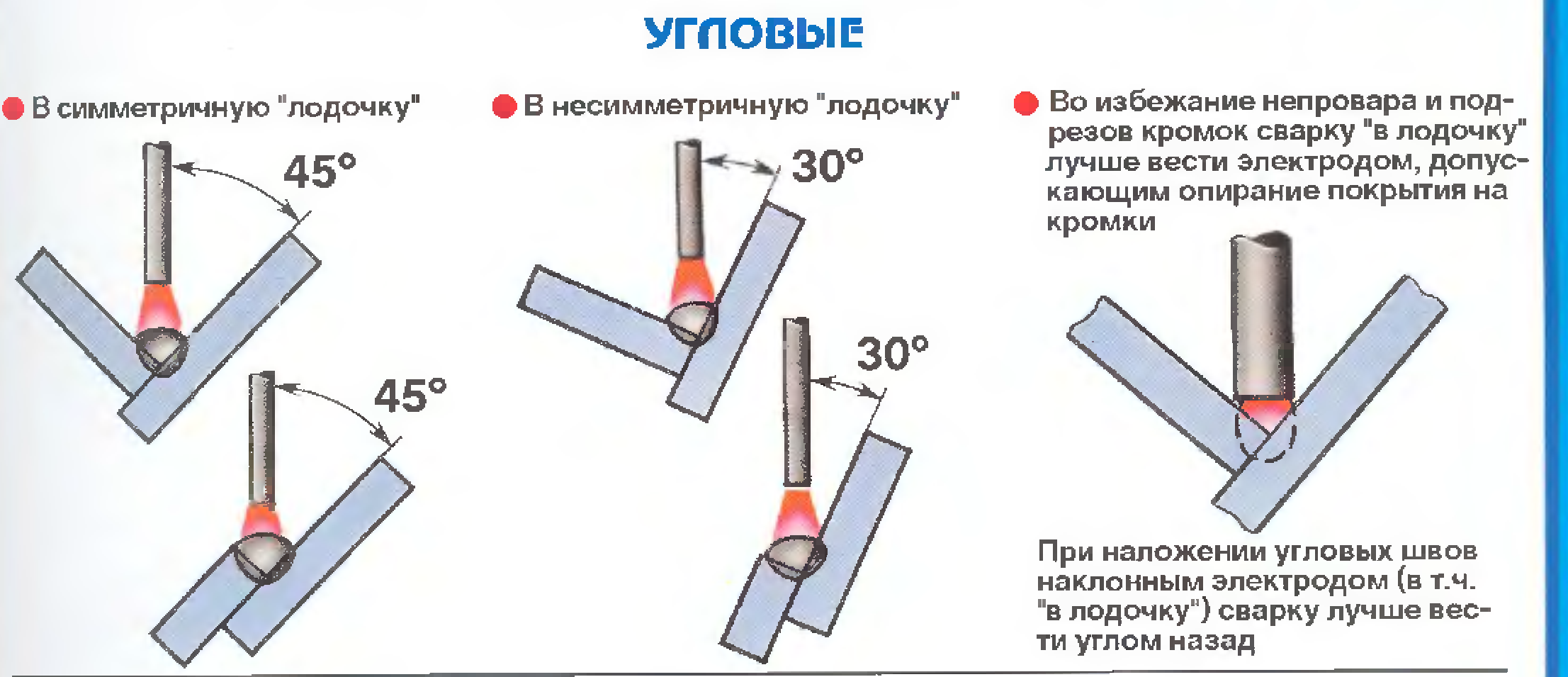
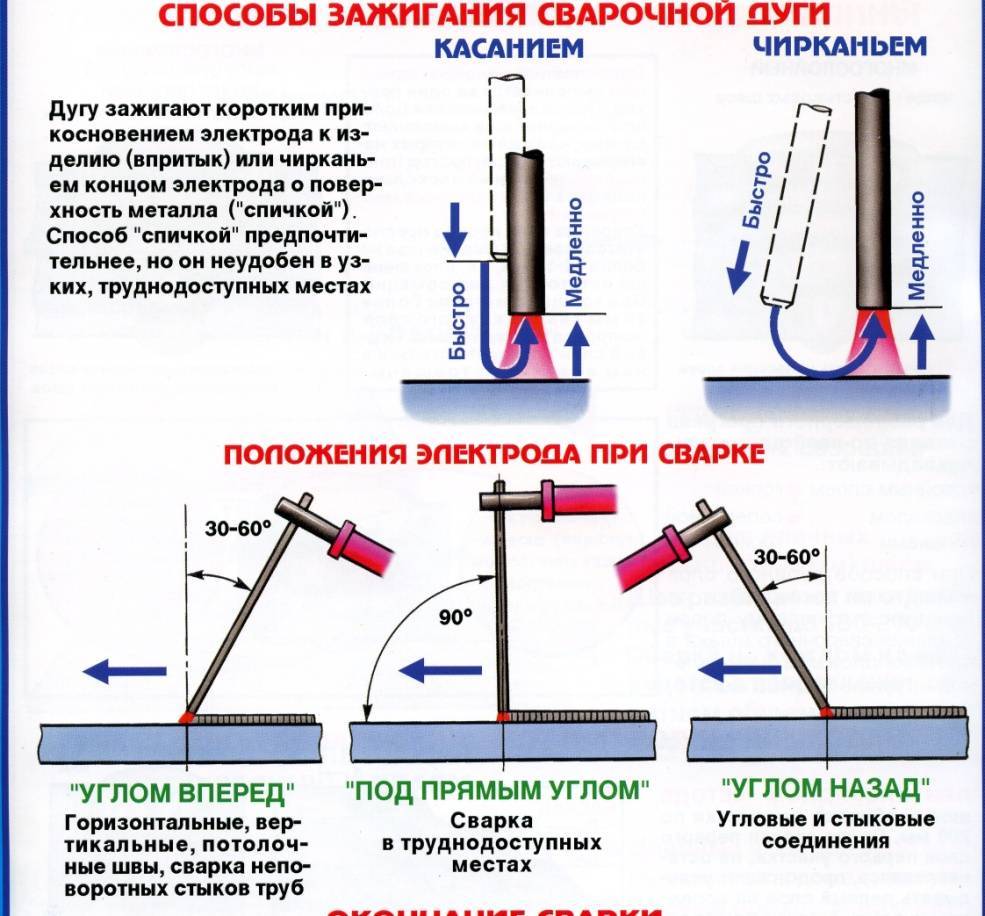
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода. Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой
Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы. Электросварка это одна из наиболее распространенных технологий создания неразъемного монолитного соединения металлических деталей способом сплавления.
Аналогичный способ сплавления в настоящее время широко применяется при соединении полипропиленовых труб. Разница только в температурах плавления свариваемых металлов и полипропилена и типе соответствующего оборудования, из-за чего сварку полипропиленовых элементов нередко называют пайкой, а используемые нагревающие устройства паяльниками.
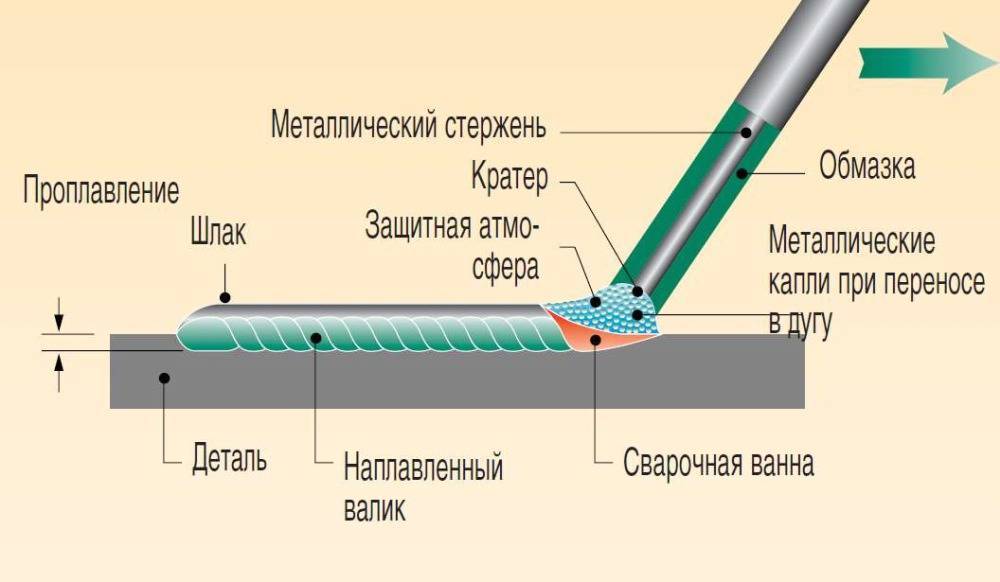
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
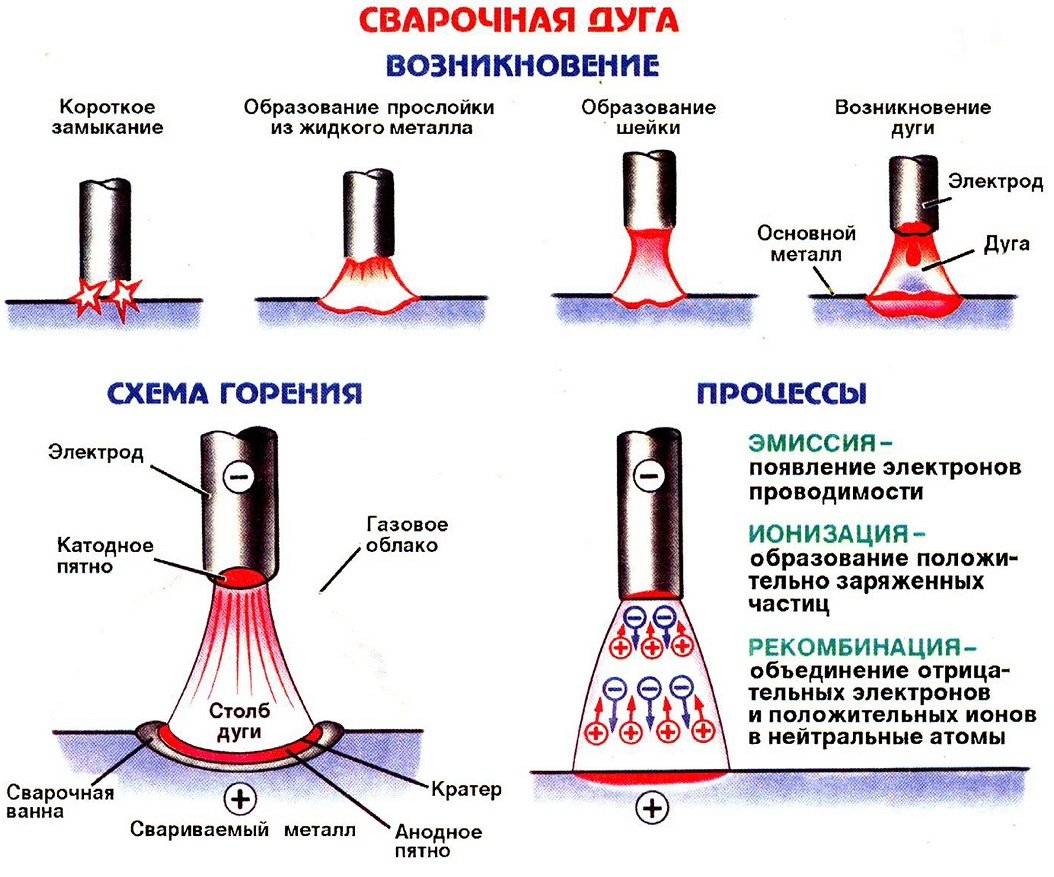
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
Важно! При сварке двух деталей в сварочной ванне перемешиваются материалы обеих деталей. Данная смесь наделена такими же показателями прочности, как и металлы соединяемых изделий, что создает определенное преимущество этого способа по сравнению с другими методами соединений изделий, исключающих расплавление материала
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
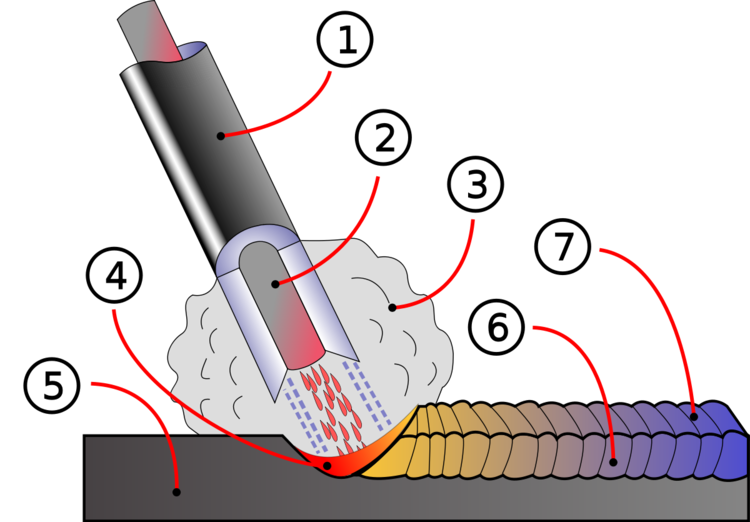
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны,
- поз. 2 – сварочный электрод,
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода,
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки,
- поз. 5 – заготовка,
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины,
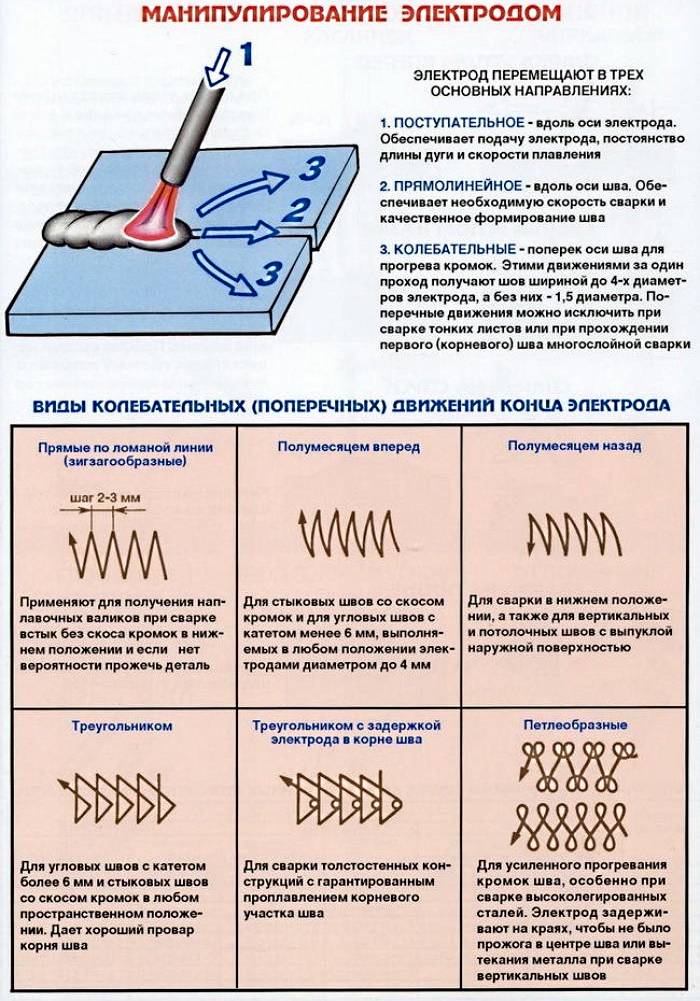
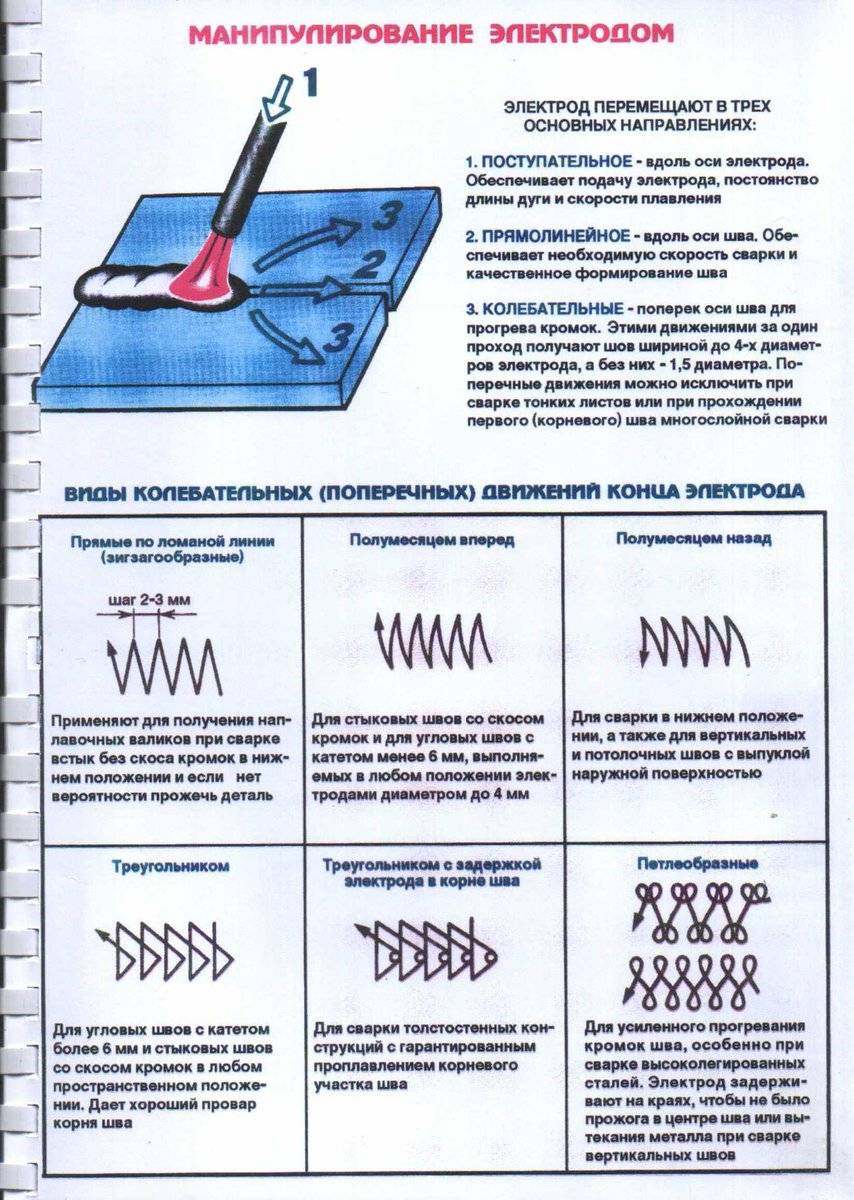
- выполняются манипулирования электродом, чтобы придать шву нужную форму,
- электрод перемещается по направляющей линии наложения сварного шва,
- прекращение сварочного процесса.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.



Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
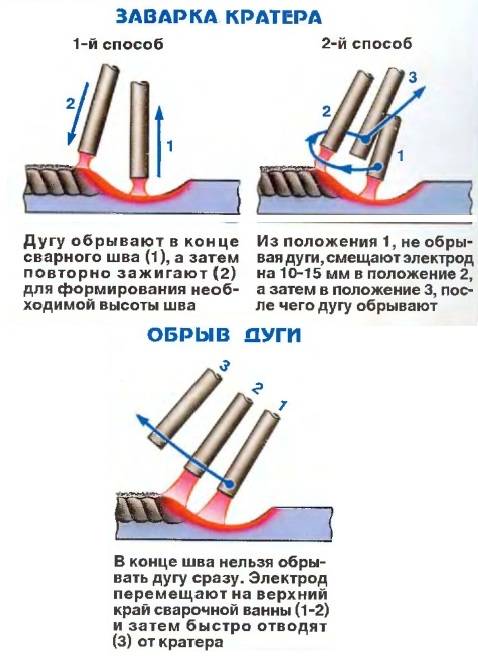
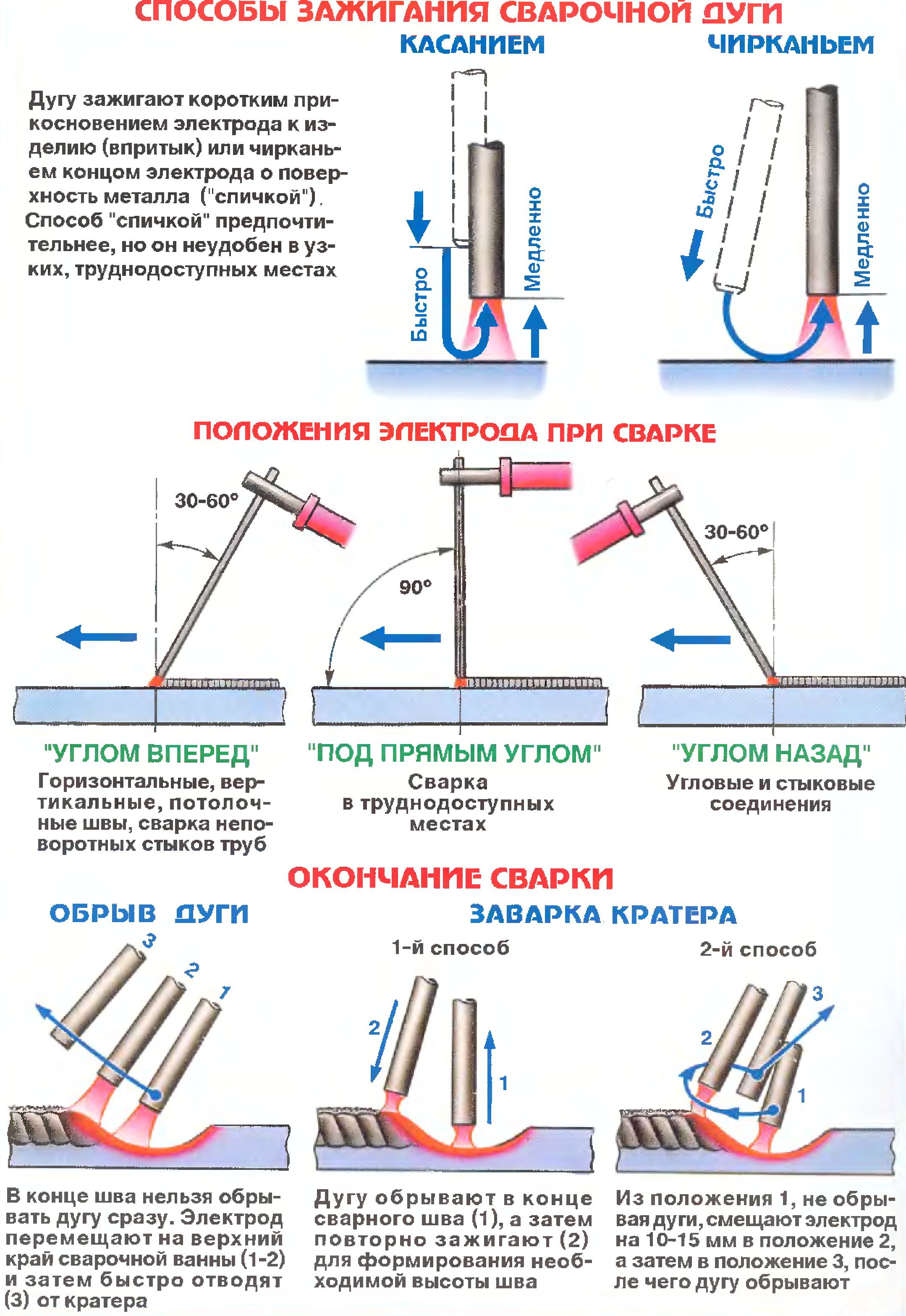
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
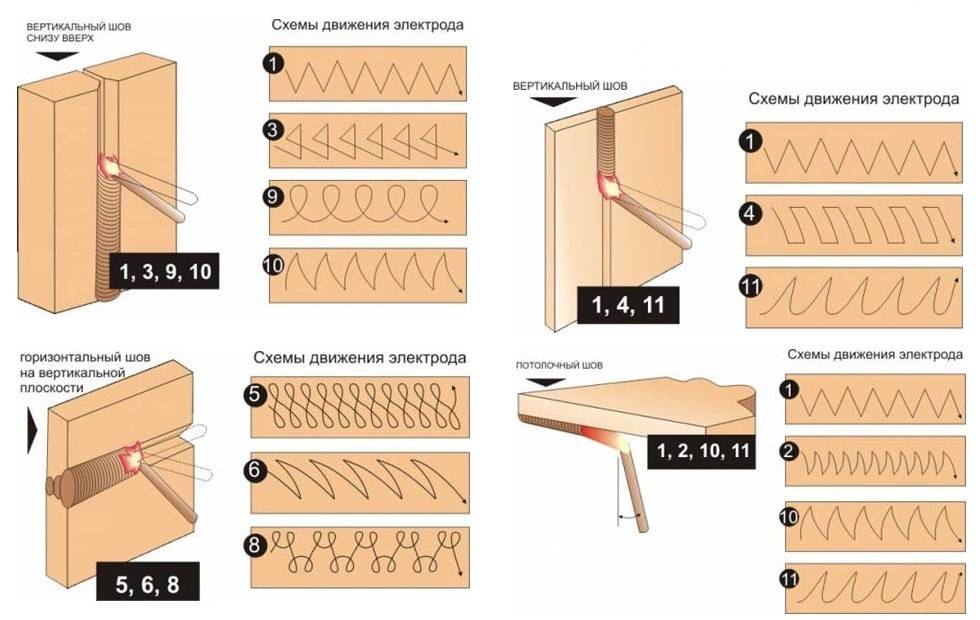
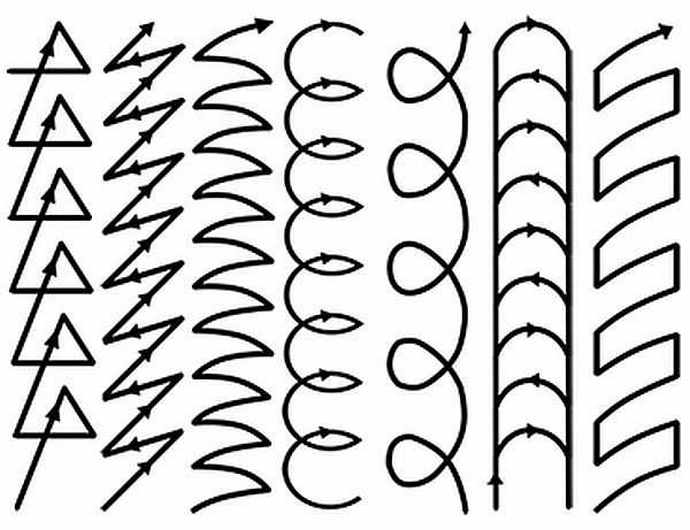
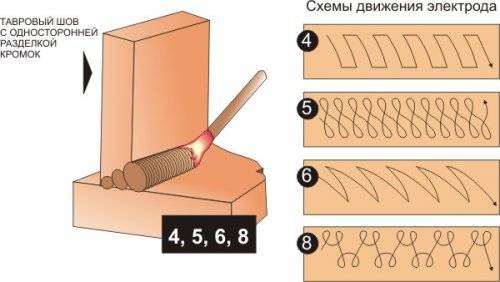
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
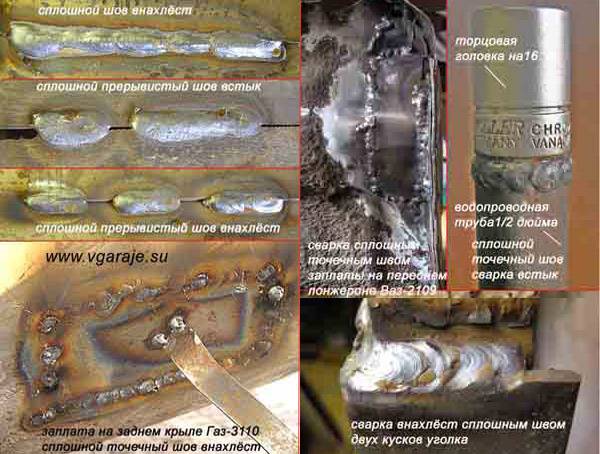
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
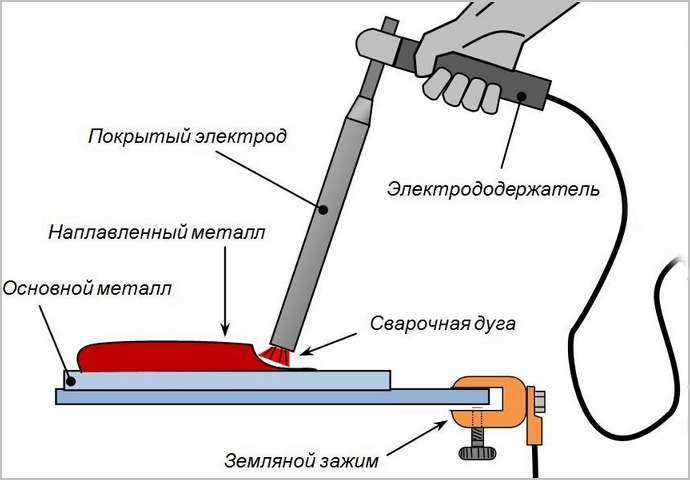
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
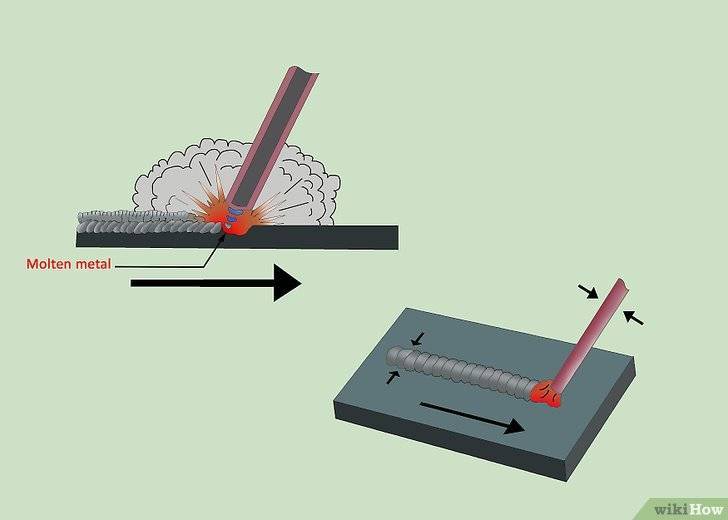


Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как варить шов
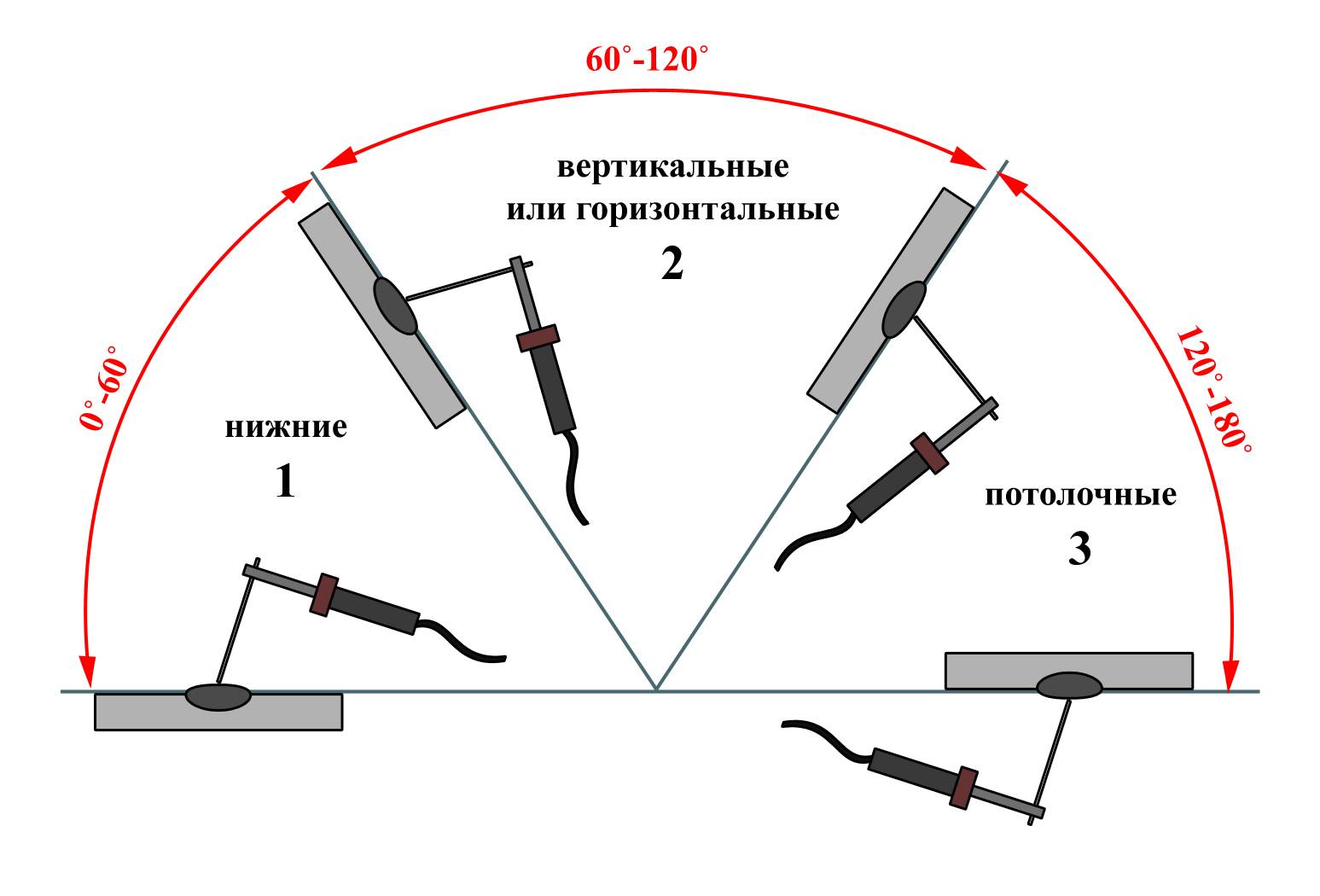
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
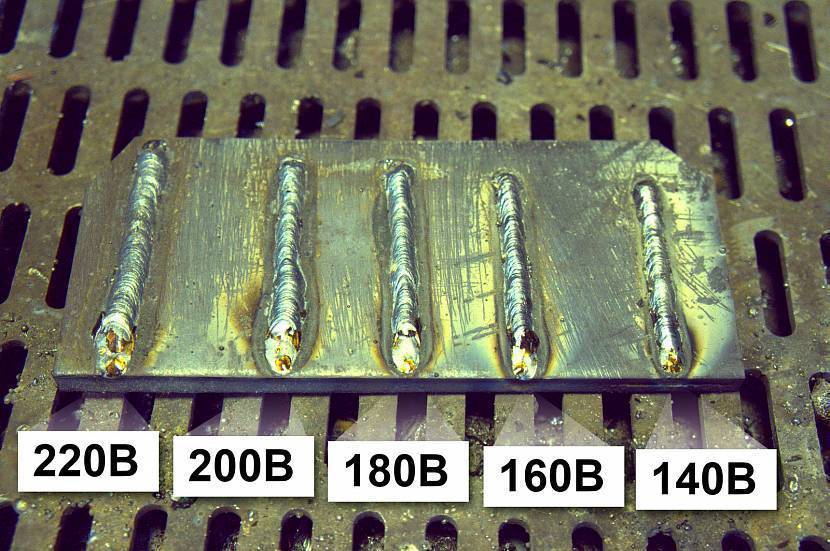
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Как вести электрод начинающему сварщику
Потренировавшись с розжигом электродов можно приступать к свариванию металлов. Для этого электрод нужно поднести к месту будущего шва, таким образом, чтобы он заплавлял зазор. То есть, электрод плавится и нагревает кромки металла. При плавлении электрода образуется дополнительный металл, который заплавляет зазор, смешиваясь с основным металлом.
На начальном этапе обучения главное правильно вести электрод вдоль соединения. Движение электродом должно напоминать форму «ёлочки». Вы как бы захватываете края металлов электродов, расплавляете их, а затем заполняете металлом.
Здесь важно учитывать не только движение электрода, но и скорость, которая во многом зависит от того, какой по толщине металл вы свариваете
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.





Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.

При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
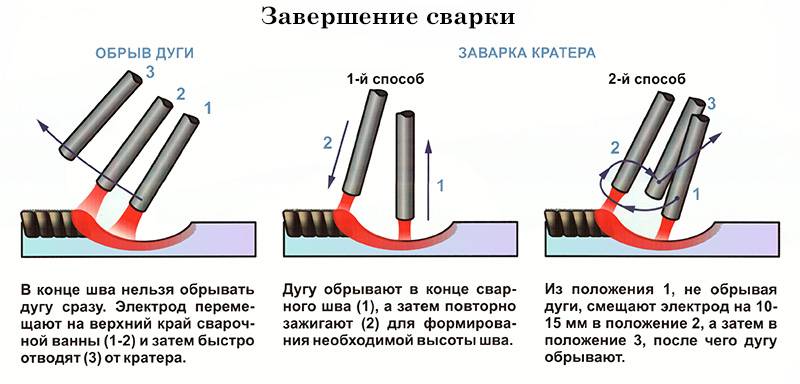
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
https://youtube.com/watch?v=oq4n4lVxi88





