Трубогибы: классификация
Установка — переносные и стационарные.
Привод — ручной, гидравлический и электрический.
По способу воздействия — обкатка, намотка, воздействие штоком (арбалетный метод), прокатка.
Подробнее о способах:
- обкатка — конец трубы зажимается, шаблон неподвижен, прижимной ролик перемещаясь гнет трубу вокруг шаблона;
- намотка — труба приживается зажимом к подвижному шаблону (ролику трубогиба), в начале точки гиба стоит упор, ролик вращаясь наматывает трубу, протягивая ее между собой и упором (труба и шаблон подвижны);
- арбалетный метод — труба опирается на две точки (стационарные ролики), шаблон на штоке давит по центру трубу и гнет ее между упорами;
- прокатка (вальцовка) — использует три вращающихся ролика (два опорных на одной линии и центральный), радиус изгиба определяется расположением центрального ролика относительно опорных (чаще всего именно центральный ролик давит на трубу).
Недостатки первых трех способов очевидны — радиус изгиба задается шаблоном. Кроме того, способ намотки для изготовления трубогиба своими руками встречается редко — его чаще используют в промышленных образцах.
У арбалетного метода есть еще один (методологический) недостаток — практически все давление от штока передается на трубу в верхней точке башмака-шаблона. В этом месте металл больше всего подвержен «растяжению, поэтому стенка там ослабевает вплоть до потери формы или разрыва (для тонкостенной трубы).
Последний способ практически не имеет недостатков. Отводы стальные изготавливают в заводских условиях именно вальцовкой. Этот же способ чаще всего применяет трубогиб для профильной трубы.
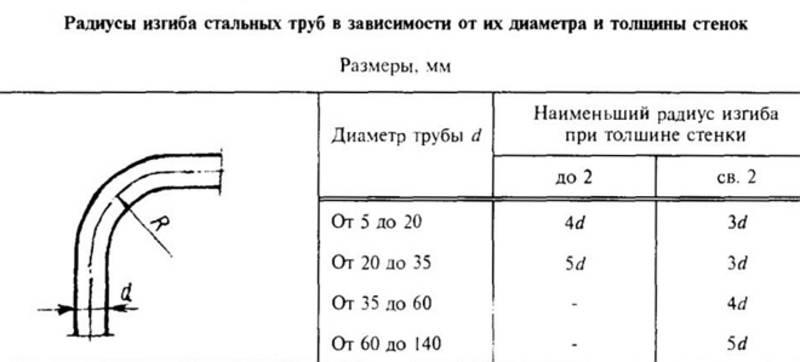
Перед тем как приступить к изготовлению трубогиб своими руками, при выборе определенной модели, стоит учитывать, что есть общие условия по рекомендованным радиусам изгиба стальной трубы.
Если трубогиб сделан полностью из метала и имеет неподвижную станину, то горячую прокатку можно выполнить в условиях домашней мастерской (паяльная лампа, газовая горелка).
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Простейший шаблонный трубогиб своими руками
Мы разобрались в общих чертах с конструктивными особенностями механизмов для гибки трубных изделий. Теперь нам будет проще понять, изготовление какого приспособления потребует минимальных усилий. Сразу скажем, что конструкция конкретного самодельного механизма зависит от радиуса изгиба заготовки, который мы планируем получить, диаметра трубы и толщины ее стенок.
Самый простой вариант трубогиба
Если самодельный трубогиб нужен вам для выполнения несложных и неответственных работ (например, для сгибания изделий дугой для строительства парника), проще всего сделать приспособление шаблонного типа. Здесь все элементарно:
- Берете несколько деревянных досок. Соединяете их друг с другом в одну конструкцию, используя любой удобный для вас способ (металлические уголки, клеящие составы, гвозди или саморезы для древесины). Толщина используемых досок обязана быть на пару сантиметров больше сечения труб, которые планируется сгибать.
- Прикрепляете сделанный шаблон из дерева к основе. Функцию таковой может выполнять какая-либо отдельная поверхность либо обычный стол.
- Привинчиваете специальный упор к основе. В него вы будете упирать трубное изделие и изгибать его под требуемым углом.
Самодельный трубогиб готов. Его изготовление заняло максимум пару часов. А если вы внимательно посмотрите наш видео-урок, то сможете сделать шаблонное приспособление буквально за полчаса. Работать с таким механизмом просто. Вам нужно разместить между упором и шаблоном один конец трубного изделия, взяться рукой за второй его конец.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.








Простейший шаблонный трубогиб ручной
Привод — ручной. Материал — дерево. Способ — обкатка. Если стальная труба тонкостенная с небольшим диаметром, то прижимной ролик можно не использовать, а гнуть трубу «голыми» руками.
Из дерева изготавливают шаблон. Толщина шаблона должна быть больше диаметра трубы, а форма соответствовать необходимому радиусу изгиба. Лучше, если она буде профилирована в торце, чтобы обеспечить необходимый профиль можно даже использовать две доски по высоте со скошенной во внутрь линией распила.
Шаблон крепят к неподвижному основанию, прикладывают трубу и с одного бока (для правши слева) прикручивают к основанию упор.
Если рычаг недостаточен, то его можно увеличить куском арматуры. Гнуть надо медленно, следя за тем, чтобы труба не соскочила с шаблона.
В отличие от фабричных механизмов этот «примитивный» способ позволяет быстро и без существенных затрат сделать приспособление трубогиба с большим диаметром изгиба трубы. На основании чертят линию изгиба, монтируют по этой линии шаблон из нескольких сегментов. Дальше по стандарту — упор, труба, рычаг.
Есть варианты, когда в таких случаях используют «разборную» модель — на вертикальной деревянной основе вместо шаблона по окружности крепят точечные упоры (лучше стальные крюки с диаметром под трубу).
После использования крюки снимают. Их можно всегда переустановить с новыми размерами.
Это были простейшие стационарные модели с шаблоном. Более сложные используют классическую схему с прижимным роликом.
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.
Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
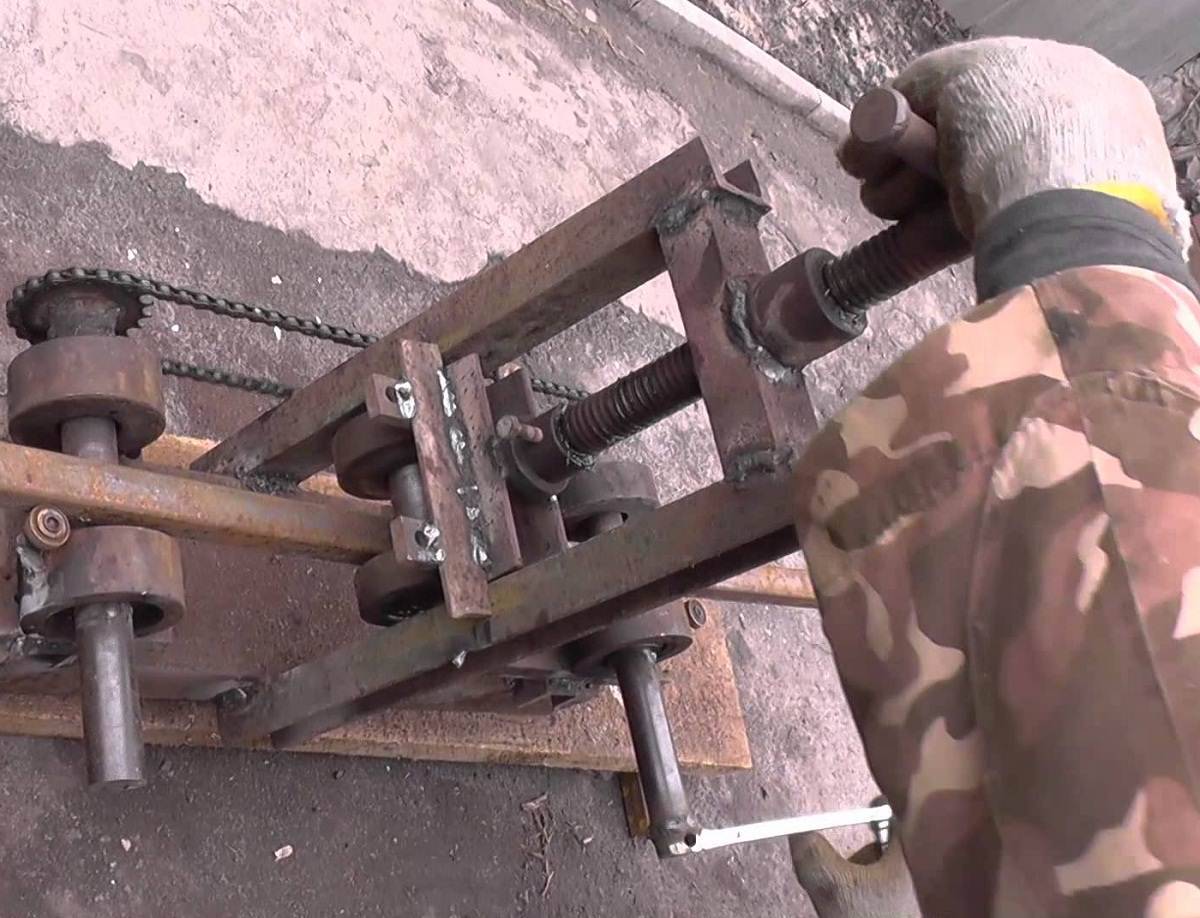
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Трубогиб ручной: модели с прижимным роликом
Для сгибания труб большого сечения можно сделать станок с неподвижным и подвижным (его называют прижимным) роликом. Такие механизмы изготавливаются из металла либо из древесины. Деревянные гибщики идеальны для работы с медными трубами. Древесина является достаточно мягким материалом, поэтому она не деформирует изделия из меди. Металлические трубогибы с роликами больше годятся для работы со стальными изделиями.
Ручной трубогиб с роликами
На видео хорошо видно, как осуществляется изготовление подобных устройств. Процесс пойдет быстрее, если вы будете придерживаться следующих рекомендаций:
- Ролики необходимо монтировать на металлический держатель П-образной формы.
- Основу трубогиба допускается выполнять из прочных листов фанеры либо досок, можете использовать и листовую сталь.
- Держатель для роликов обязательно должен вращаться. При этом его нужно качественно зафиксировать на основе самодельного станка.
- На держатель с обратной стороны от неподвижного ролика ставится рычаг. Чем больше будет его протяженность, тем выше усилие сгибания вы сможете создавать.
На следующем видео показано, как сделать самостоятельно ручной намоточный станок для изгибания трубных изделий. Его главными элементами являются прочное основание, прижимной ролик, специальная рамка с рукояткой и два шкива. Работает этот станок по далее приведенной схеме. Берете трубу, которую хотите согнуть, располагаете ее в неподвижный шкив (точнее – в его желобок) и фиксируете заготовку хомутом. Теперь просто-напросто начинаете наматывать трубное изделие (используя рукоятку) вокруг шаблона. На выходе получаете требуемый изгиб.
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
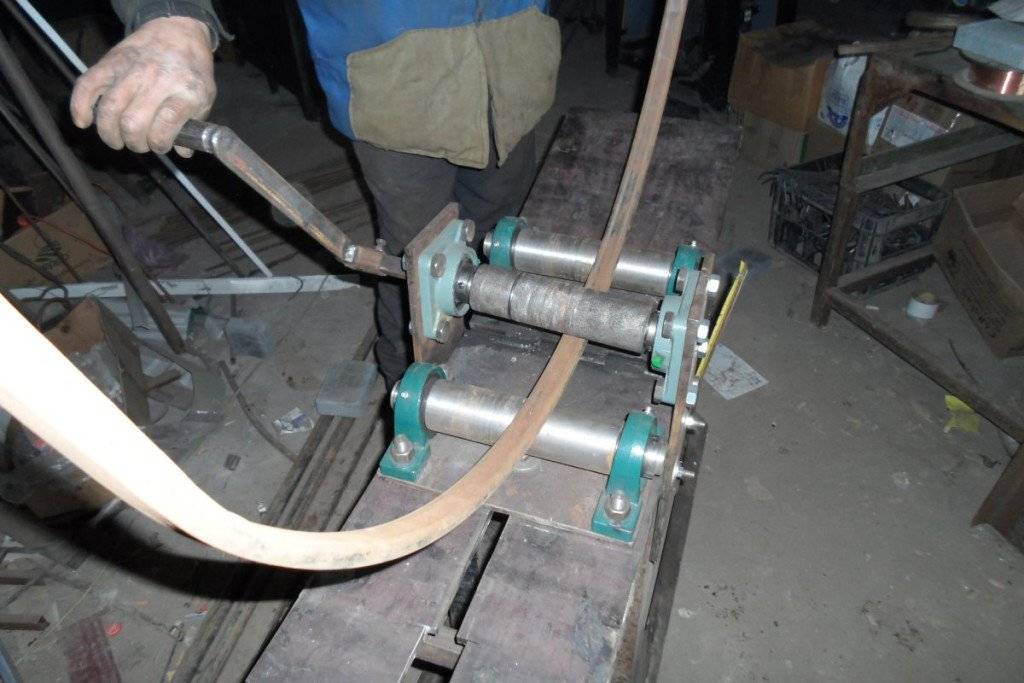
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
Трубогиб своими руками чертеж
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать ручной трубогиб для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Назначение и типы конструкций
Трубы загибают в тех случаях, когда применение заводских фитингов и отводов при проведении работ с инженерными сетями не представляется возможным. С помощью трубогиба можно:
- задать нестандартный угол поворота;
- задать нестандартный радиус изгиба;
- избежать использования сварки, резьбовых соединений.
Главным критерием, по которому устройства различаются между собой, является способ воздействия на деформируемую трубу. К таковым относят обкатку, намотку, давление штока, а также прокатку. Станки производят на основе ручного, гидравлического, электрического, электрогидравлического привода. Они могут быть стационарными, мобильными (на колёсной базе), переносными.
Обкатка производится с использованием неподвижного шаблона, вокруг которого вращают прижимной ролик. Профиль элементов подбирается по форме сечения трубы, фиксируемой между шаблоном и роликом с помощью дополнительного крепежа. Шаблон для намотки вращается вокруг своей оси вместе с деформируемой трубой, фиксируемой фрикционом и прижимными роликами.

Принцип давления штока применяется в трубогибах арбалетного типа. Трубу опирают на ролики, устанавливаемые на необходимом расстоянии друг от друга. В качестве активного элемента используют домкрат, на нём закрепляют башмак (пуансон), давящий на сгибаемый элемент посередине. Поскольку давление прикладывается на ограниченный участок изделия, возникает риск утончения стенок трубы в месте контакта с башмаком.

Трубогибочные станки для прокатки (вальцовки) состоят из трёх роликов: двух опорных и одного центрального. Центральный ролик осуществляет давление, задаёт радиус кривизны изделия. Для прокатных станков не требуется специальных шаблонов, их можно использовать для труб из различных профилей, материалов (в том числе из нержавеющей стали) и разной толщины. Минимально возможные радиусы изгиба приведены в таблице.
Если требуемый радиус изгиба меньше минимально допустимого, используют дорновый трубогиб. Он позволяет проводить изгиб в зонах пластической деформации при всестороннем неравномерном сжатии. Внутрь трубы вводят стержень с закреплённым дорном – оправкой из стали с шарнирно соединёнными кольцами на конце. Создать такой прибор в домашних условиях довольно сложно, часто конструкцию упрощают в ущерб качеству готовой продукции.









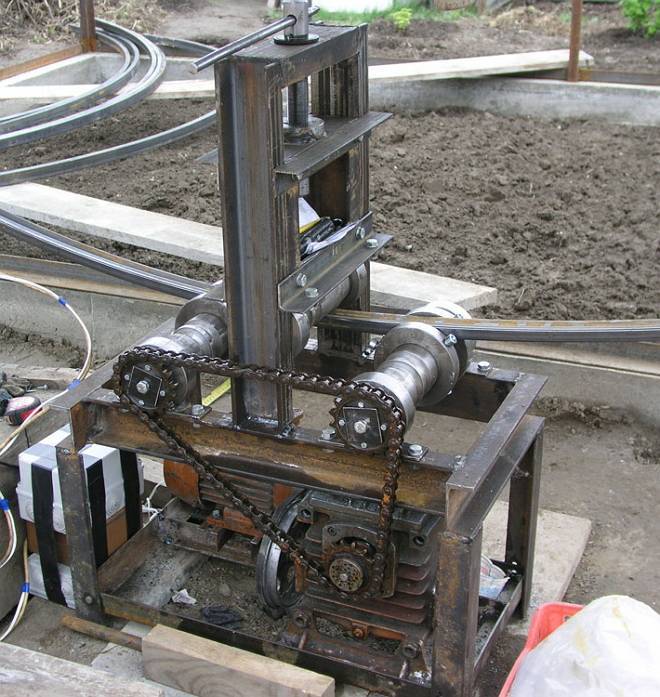
Намоточный трубогиб
В качестве примера можно привести гидравлический трубогиб, сделанный своими руками.
Имеется мощный шкив, к которому крепится труба в конце точки изгиба. Шкив закреплен на стационарной станине, в основании станины под углом к ней закреплен шток с гидравлическим приводом (домкрат). Шток упирается в рычаг, который крутит шкив и наматывает на него трубу. Рычаг жестко крепится к шкиву в отверстиях по его окружности (но может менять свою позицию) и свободно вращается вокруг оси шкива.
Вначале он закреплен на одном уровне с точкой крепления трубы. Приводят в действие гидравлику, шток выдвигается и рычагом крутит шкив. Труба наматывается на него, опираясь на упор, закрепленный в станине. После того, как рабочий ход штока гидравлики дошел до предела, давление сбрасывают и переустанавливают рычаг в новую позицию под первоначальным углом. Процесс повторяется до достижения необходимого угла поворота.
Можно привести еще один пример такого же по устройству самодельного трубогиба, использующего реечный домкрат.
В этом случае для гибки необходимо прикладывать больше усилий.
Еще один образец намоточного трубогиба использует деревянные ролики, описанные выше.
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
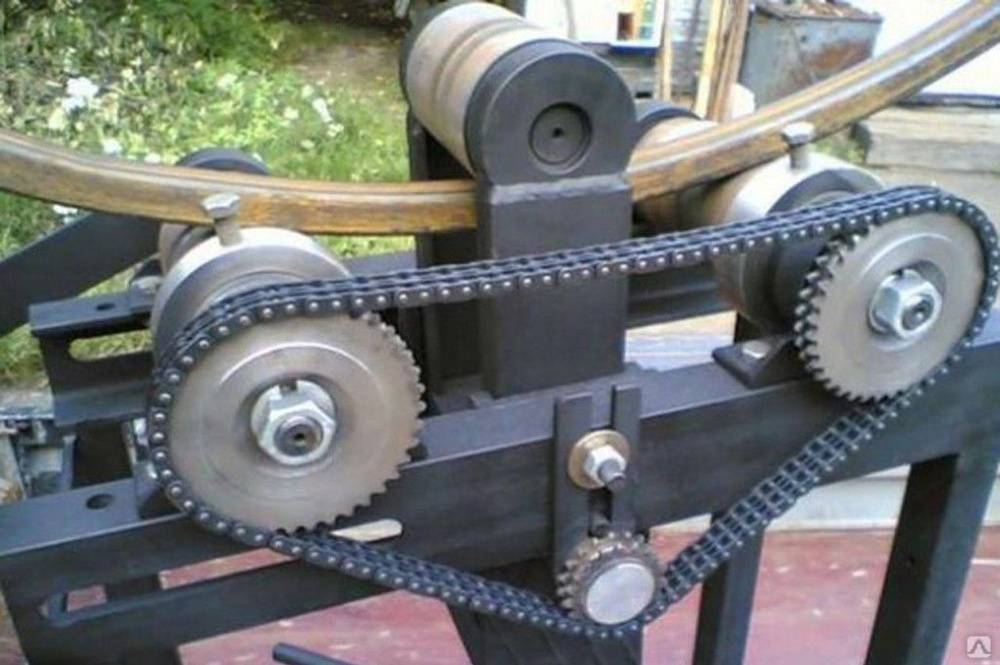
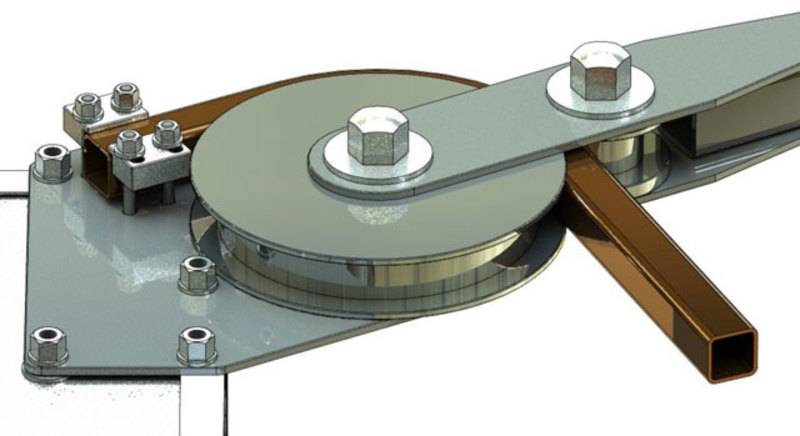
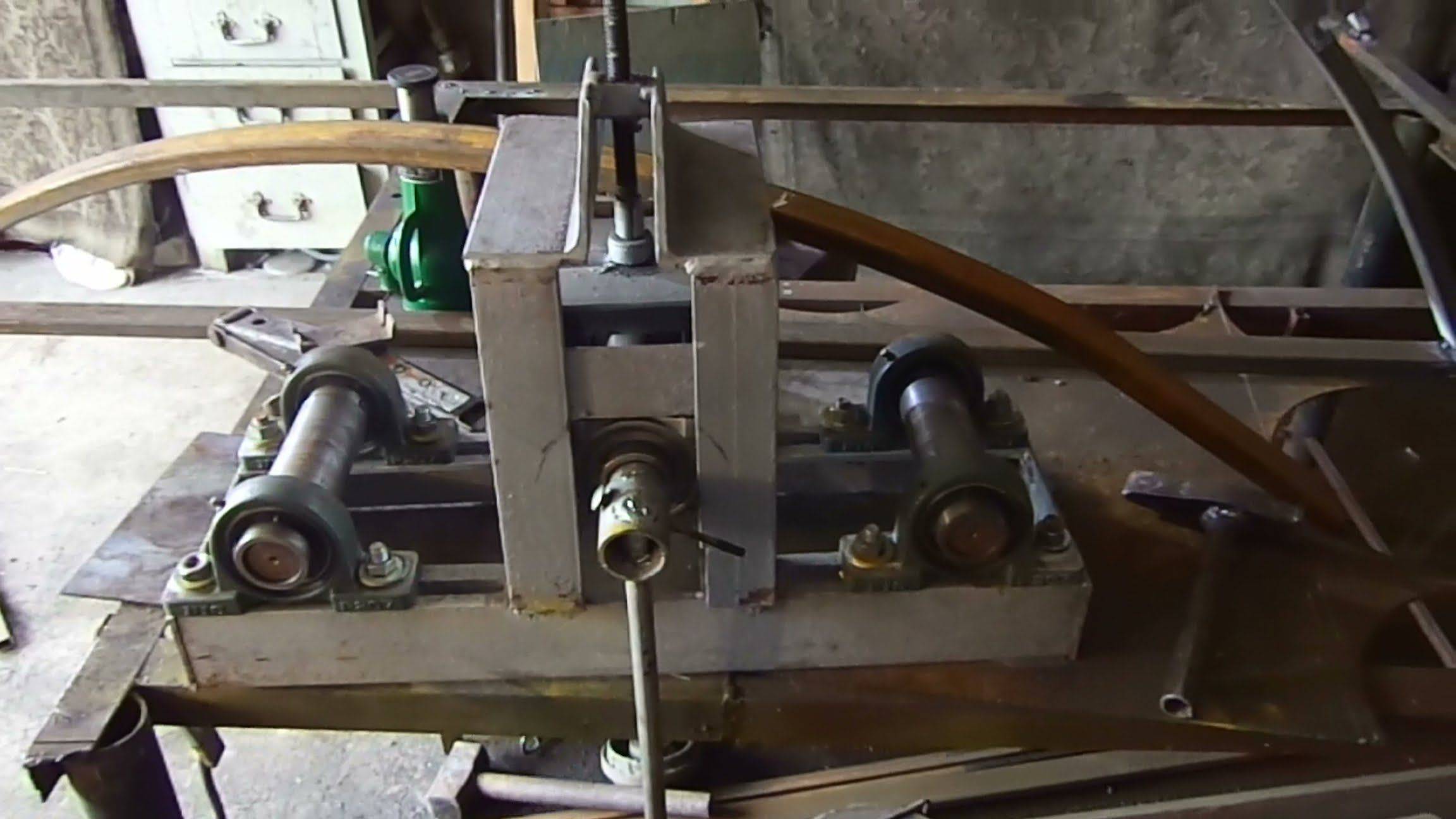
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.
Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.
Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения

Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.

Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.








Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Вывод
Трубогиб ручной принципиально несложен. Вся его работа основана на общих законах механики.
Обычно ограничиваются простыми, но эффективными схемами — достаточно сделать рычаг побольше и согнуть можно практически любую трубу, используемую в бытовых целях. Ускорить и уточнить все замеры позволит лазерная рулетка.
Если нет сварочного аппарата, то можно подобрать сборную конструкцию с резьбовым крепежом. А для простых случаев несущую раму и ролики (или шаблоны) совсем просто изготовить из дерева.
https://www.youtube.com/watch/H0Jas8NnhsE
Информация на заметку: Бытовка своими руками, Эркер.