Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
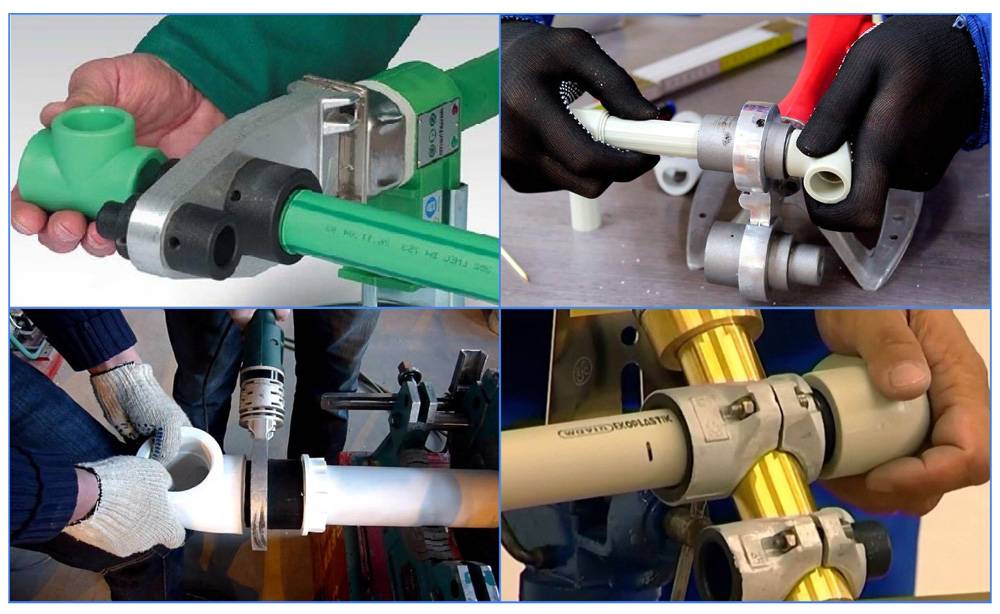
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
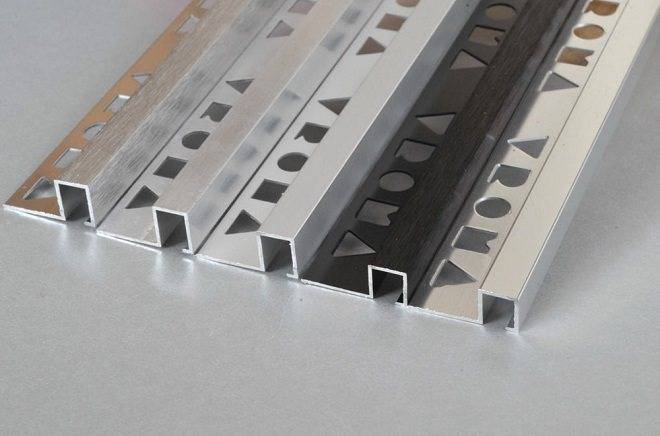
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.
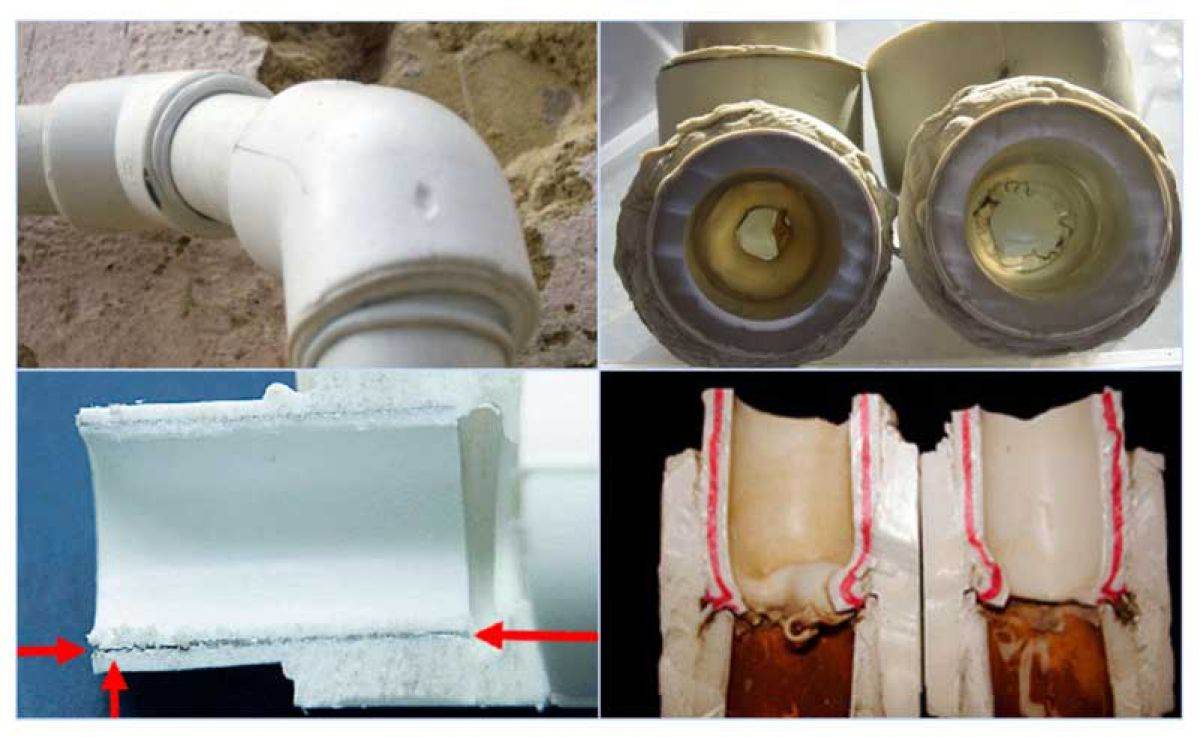
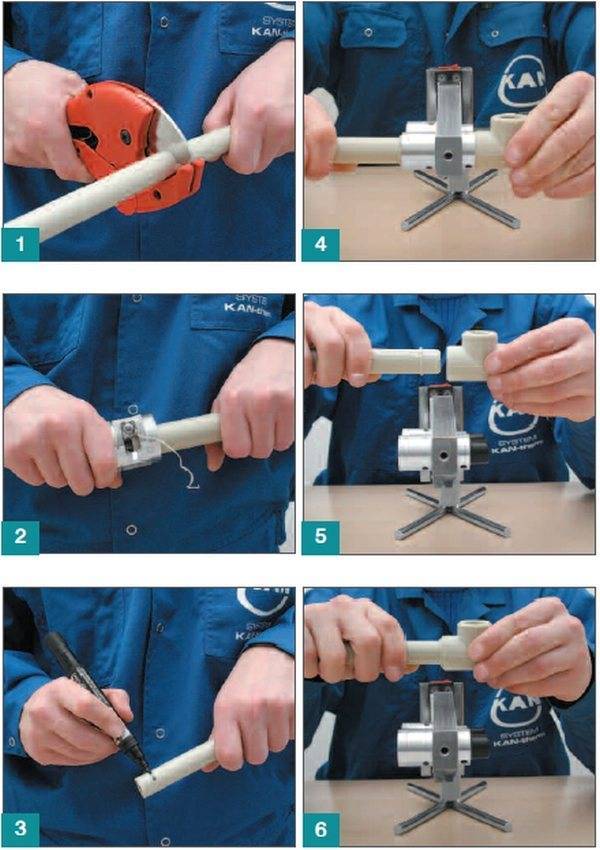
Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
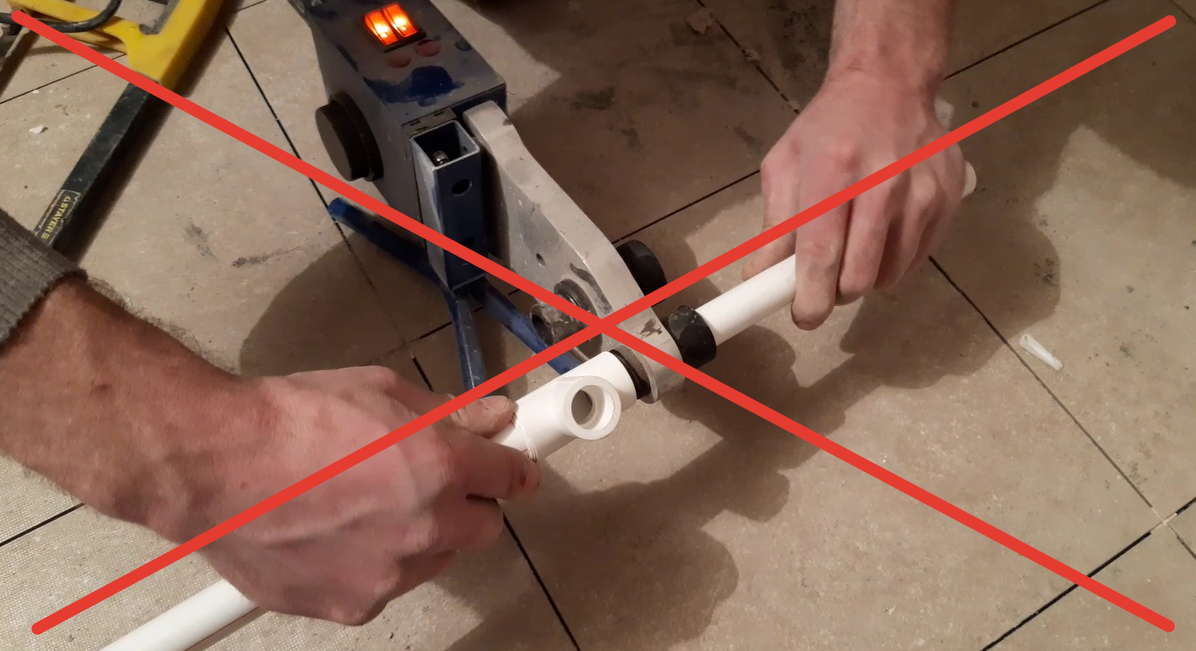
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.
Рис. 14 Как не нужно сваривать полипропиленовые трубы
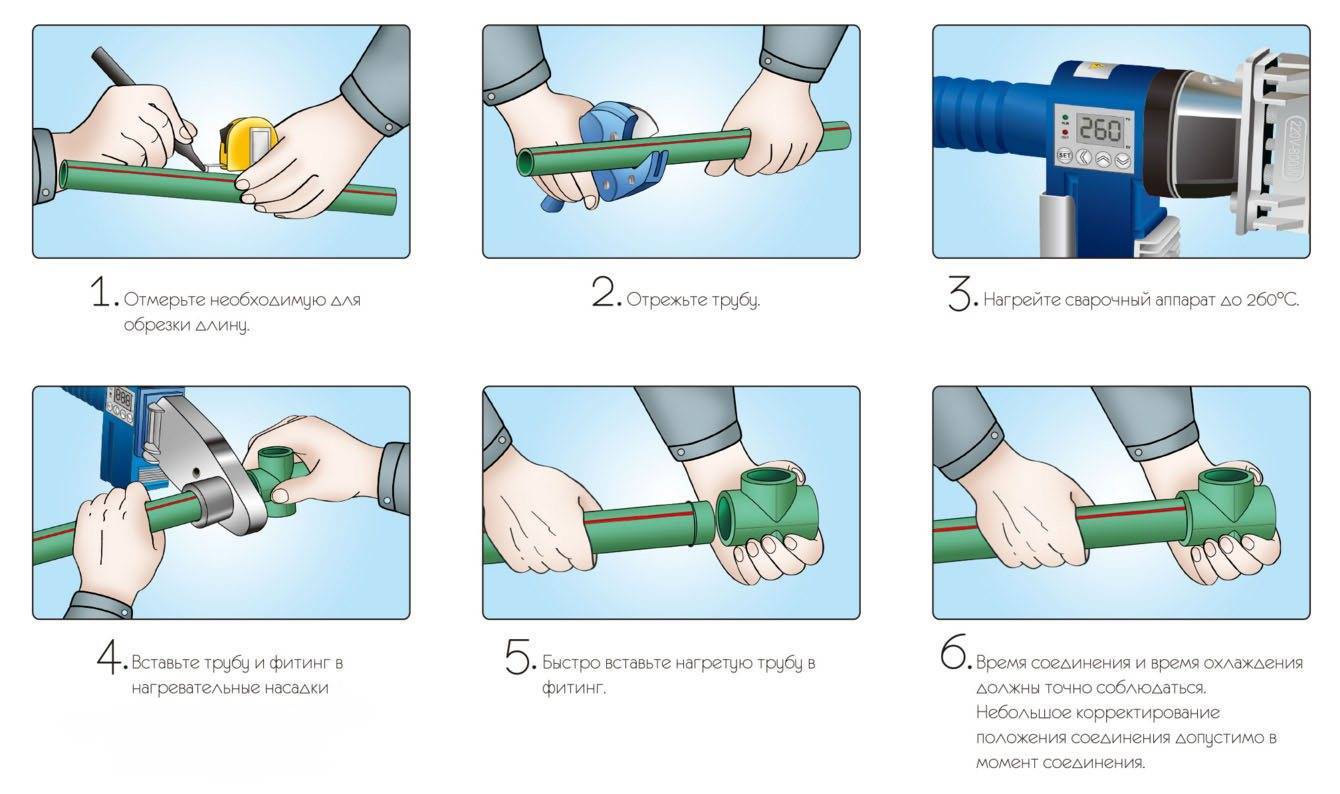
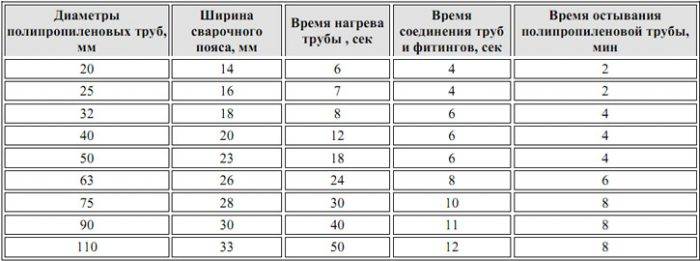
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
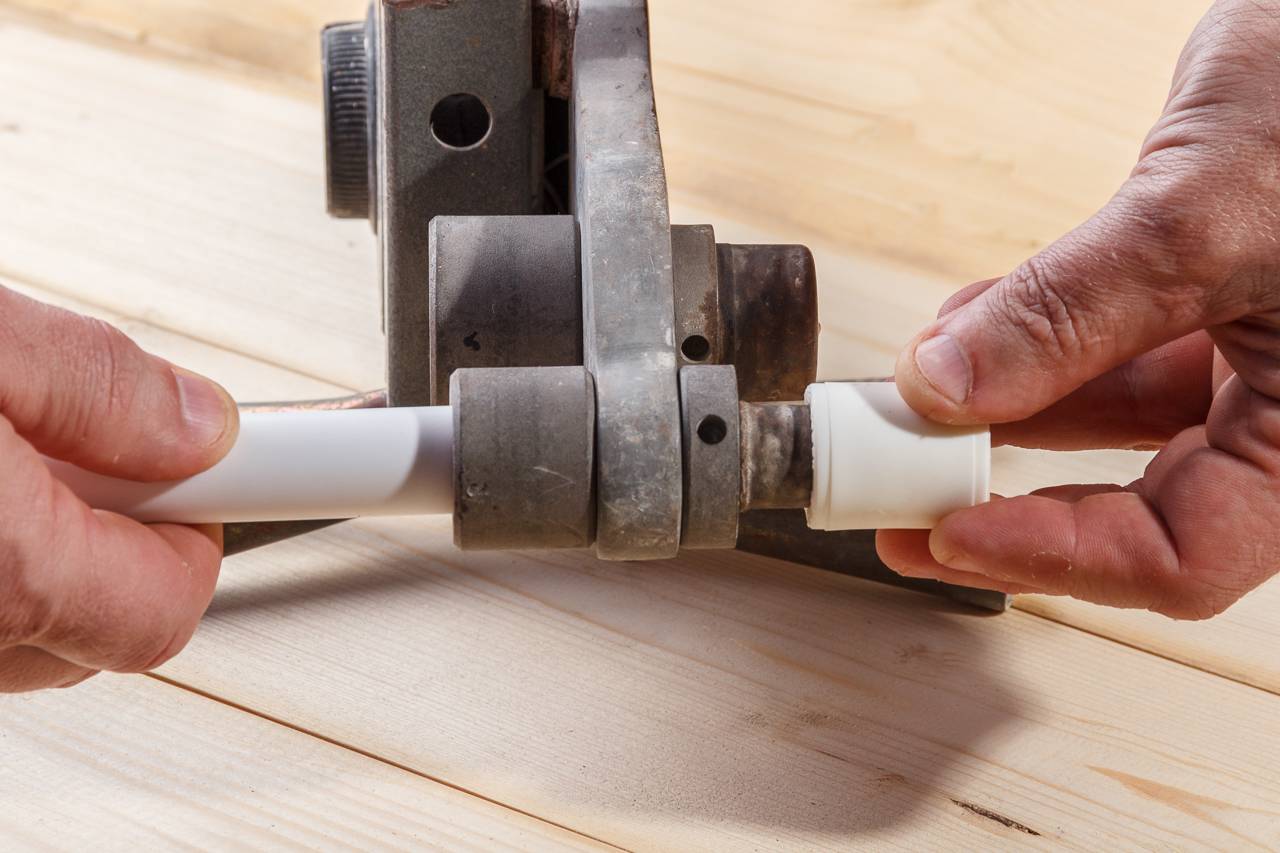
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Требуемые инструменты
Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;

Фаскосниматель для пластиковых труб
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).

Шейвер
Совет.
Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.

![[инструкция] пайка полипропиленовых труб | видео](https://progmos.ru/wp-content/uploads/a/1/6/a16c2300d61dcc15c22e1a9b679c94db.jpeg)




Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
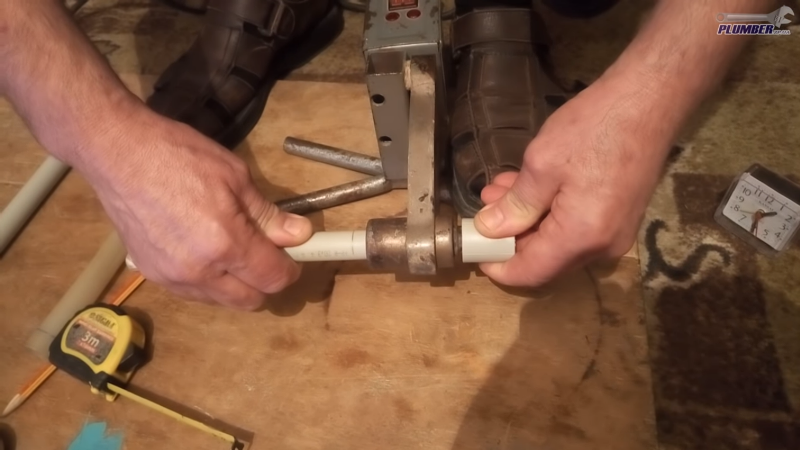
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.










Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Основные понятия процесса
Пайка это очень простой материал. Именно поэтому если вы определились с материалом для водопровода, то необходимо знать некоторые особенности полипропилена. Это нужно для контроля поведения труб, чтоб не возникало непредвиденных ситуаций. Итак, давайте рассмотрим все необходимые нам понятия.
Уровень термостойкости

Прежде чем спаивать пластиковые изделия, необходимо знать, что такой материал может терять прочность и твердость при температуре от 140 градусов Цельсия. Стоит отметить, что инструкция фирм, изготавливающих трубы, содержит информацию о максимальном показателе – 95 градусов.
На сегодняшний день рекомендовано установку полипропиленовых изделий в умеренном климате, так как при таких условиях пластик может справляться и с транспортировкой теплых потоков.
Организация теплового удлинения

Специализированная литература и видео, гласят о способности пластика менять линейные размеры при влиянии температуры. Если трубопровод длинный, то может происходить провисание или деформация. Но. Стоит отметить, что если система водоснабжения выполнена толстыми изделиями от одного перекрытия к другому, то могут возникать большие проблемы из-за напряжения. Пайка в такой ситуация – это очень сложный процесс для людей без специальных навыков. У профессионалов на этот случай есть два решения, чтоб спаивать элементы:
- Выполняют монтаж армированных полипропиленовых изделий. Такие трубы имеют меньший риск возникновения удлинений от теплового воздействия. Плюс ко всему такое устройство может выносить более высокое давление.
- Можно устанавливать специальные компенсаторы – это П-образные прямые изгибы. Благодаря такой детали изделие даже после удлинения сохраняет свою прямую линию.
Особенности армирования

Пайка для пластиковых труб зависит от наличия или отсутствия армирования. Существуют такие особенности процесса укрепления:
- Если армирование выполняется стекловолокном, то монтажные работы ничем не отличаются от простых моделей;
- В случае алюминиевого каркаса, обязательно необходима очистка поверхности. Также нужно шейвером выполнить зачистку.
Трубы с армированием лучше всего монтировать для горячего водоснабжения или отопления. Если устанавливать такие изделия для холодного потока, то эффект отобразиться только на стоимости водопровода.
Особенности инструмента

Какой инструмент выбрать при пайке пластиковых изделий, об этом мы сейчас и поговорим. Все рекомендации из литературы и видео, толкуют о применении специального паяльника, но стоит учесть, что он имеет большое количество видов. Именно по этой причине нужно определиться с особенностями и назначениями каждого из них. Конструкцию можно клеить или паять, а приборы для этого можно приобрести в любом профильном магазине.
Самые элементарные модели устройства могут нагреваться до 800 Ватт. Для бытового применения, такая мощность слишком высока. Показатель мощности может влиять на быстроту нагрева прибора, но пайка не поддается данному воздействию. Паяльники невысокой стоимости в комплекте имеет насадки для основных типов диаметров. Если необходимого размера нет, то вы можете приобрести его отдельно.






Видео как выбрать паяльник для пропиленовых труб
Не стоит жалеть денежных средств на качественные дополнительные детали, например, такие, как фитинги и пластиковые трубы. Форма устройства и способы выполнения крепежа могут быть разнообразными. Стоит отметить, что практически все инструменты, необходимые для процесса можно найти дома.
Кроме этого наиболее комфортным компонентом станут ножницы для резки пластиковых труб. С их помощью можно выполнять срез точнее и ровнее. Данное устройство может в разы сократить время на выполнение процесса.
Основные правила пайки полипропиленовых труб
Для получения качественных показателей таких, как герметичность сваренного узла, сохранение внутреннего диаметра в местах состыковки деталей, эстетичный вид и т. д., необходимо учитывать следующие правила.
Место соединения должно быть сухим и чистым от грязи
Часто, на практике, возникает ситуация когда нужно в имеющуюся пластиковую разводку впаять фитинг. Хотя трубопровод и оборудован общим краном, но из-за износа, до конца не может выполнить своего предназначения. В таких ситуациях поступления воды вместо соединения неизбежно. Для устранения утечки на время спаивания элементов можно предпринять следующие шаги:
Шаг 1. Перекрыть общую задвижку подачи воды, через смеситель спустить остаток воды в канализацию, отрезать трубопровод в месте состыковки с учетом глубины погружения, слить воду, осушить место и произвести сварку узлов. В этом случае, желательно, заменить неисправную запорную арматуру.
Шаг 2. Временно остановить истечение жидкости можно при помощи вымещения или осушения водяного столба из трубопровода, если подача воды при этом на какое-то время прекращается (достаточно и 30 сек.). Если утечку нельзя остановить, тогда внутренняя полость водопровода заделывается хлебной мякотью, а после сваривания ее удаляют через ближайший смеситель, но перед этим, с его сливной трубки откручивается фильтр. В качестве пробки не рекомендуется использовать туалетную бумагу, она плохо выходит из трубопровода.
Не перегревайте места соединения
Из-за чрезмерного перегрева уменьшается сечение трубопровода, и соответственно снижается интенсивность подачи воды или теплоносителя. Перегрев может возникнуть в результате не соблюдения температуры сваривания и времени выдержки деталей в насадке. В таблице 1 представлены данные по получению качественного шва для некоторых размеров труб.

Насадка паяльника должна быть надежно зафиксирована
Шатающийся биток в процессе работы с деталями повреждает нагревательную поверхность паяльника и способствует образованию несоосной состыковки.
После соединения элементов не вращайте и не перемещайте их более чем на 5 градусов
Для получения равномерной диффузии желательно после соединения не вращать и не выравнивать спаянные элементы в течение времени застывания шва.
Движение заготовки в битке должно быть прямолинейное
Другие движения могут способствовать снижению прочности шва. Место спая, конечно же, выдержит давление воды в центральной магистрали, которое обычно находится в пределах 2 – 3 бара, но при номинальном давлении (10, 20, 25 бар), возможно, будет пропускать жидкость.