Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
Низкотемпературным методом
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.
Такой паяльник позволяет соединить трубы низкотемпературным методом
Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
Виды и особенности медных труб
Существует два вида медных труб, различающихся в зависимости от методики изготовления. Зачастую они обладают идентичным составом, но отличаются между собой физическими свойствами.
- Отожжённые трубы;
- И неотожжённые;
Первые представляют собой эластичные и податливые трубки из меди, которые поставляются целыми бухтами. Такая разновидность намотки напоминает шланг, и подтверждает высокую гибкость изделия. Это качество является важнейшим при прокладке водопроводных коммуникаций, а также при других видах работ.
Гибкость позволяет придавать трубке желаемые очертания, без применения дополнительных деталей в составе конструкции. Чем меньше соединений содержит конструкция, тем ниже материальные и трудовые затраты. Отожжённые трубы являются не такими прочными, как неотожжённые, но даже этой жёсткости вполне достаточно, чтобы использовать их для прокладки водопроводного сообщения в частных строениях.

Неотожжённые изделия получают посредством стандартизированной методики изготовления. Они поставляются в виде прямых отрезков, поскольку чрезмерная жёсткость не позволяет наматывать их в бухты. Соединение таких коммуникаций осуществляется при помощи обжимных фитингов.
Эта разновидность труб стоит дешевле, но необходимость докупать фитинги и другие детали, сводит на нет более низкую стоимость. Высокая прочность имеет значение только при использовании в промышленных трубопроводах, при работе в условиях критических температур и давления.
В соответствии с существующими стандартами, все медные трубы также принято разделять на три вида, в зависимости от их физических характеристик, это:
- Твёрдые;
- Полутвёрдые;
- И мягкие трубы;
Вне зависимости от технологии изготовления, к конечной продукции применяются одинаковые требования. Она должна быть без видимых повреждений и дефектов, обладать такими качествами, как герметичность и цельность.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой. Это потребует более высокой температуры от факела, больше времени, подачи тепла к металлу, и пристального внимания за поведением пламенем со всех сторон.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Хранение
Хранить флюсы лучше всего в темном помещении без попадания солнечных лучей. Например, можно использовать небольшую коробку. Так же каждая емкость должна быть изолирована друг от друга. Температурные условия хранения в среднем комнатные – около 20-25 градусов. И конечно же, к таким веществам не должно быть доступа у детей.
Флаконы с жидкими флюсами нужно плотно закрывать, чтобы ничего не высохло. Но не «намертво», чтобы колпачок не приклеился к флакону.
Нельзя допускать хранения и в слишком холодном месте. Каждый производитель пишет конкретные условия хранения на этикетках, поэтому они могут отличаться на пару градусов из-за специфики состава.
Срок годности
Также не стоит забывать и о сроках годности флюсов. Флюс может потерять свои свойства по истечению срока годности (станет более сухим, в случае с пастообразным, или менее эффективным в плане удаления окислов, если речь идет об активированном флюсе).







Как паяются трубки из меди
Выше были рассмотрены лишь некоторые особенности процедуры пайки. Сам же процесс предусматривает выполнение определенных действий.

Эти действия производятся в строгой последовательности, подготовительные манипуляции обязательны:
- удаление с мест предполагаемой пайки оксидной плёнки. Образовавшуюся в ходе обработки пыль тоже необходимо убрать;
- нанесение на подготовленную поверхность флюса;
- соединение фитинга с трубой. Размер зазора – не более чем пол-миллиметра;
- разогрев места соединения в течение 15-20 сек.
По завершении пайки в обязательном порядке выполняется промывка системы. Необходимость в этом мероприятии вызвана тем, что флюсовые остаточные загрязнения могут спровоцировать прохождение процесса коррозии металла, что приведёт, в свою очередь, к выходу кондиционера из строя.
Не стоит забывать ещё об одном нюансе. Для предотвращения потерь тепла во время работы кондиционера медные трубки необходимо изолировать. Наиболее эффективно работает каучуковая изоляция. Её низкая теплопроводность способствует надёжной эксплуатации агрегата. Помимо этого, снижается нагрузка на компрессор.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
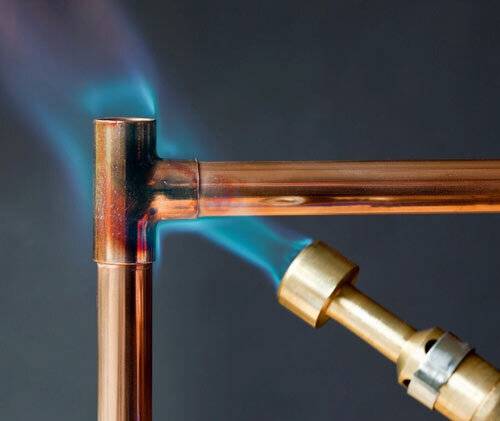
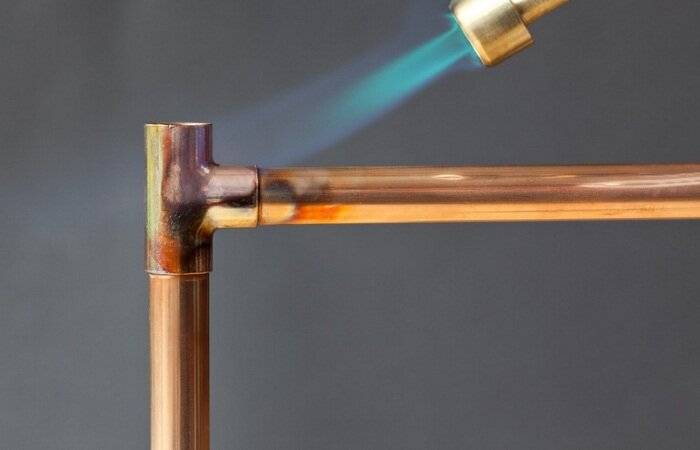
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
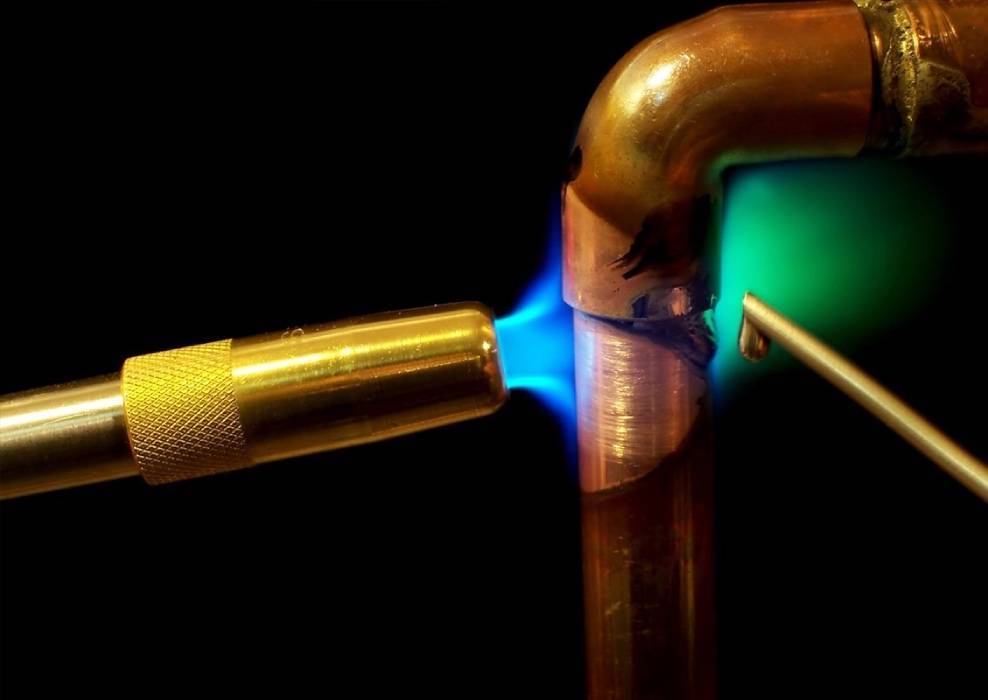
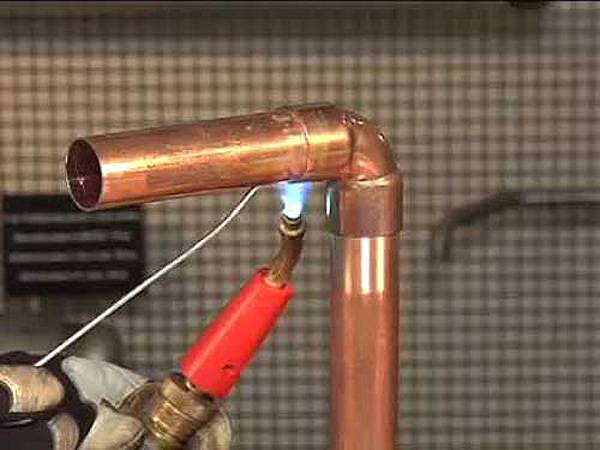
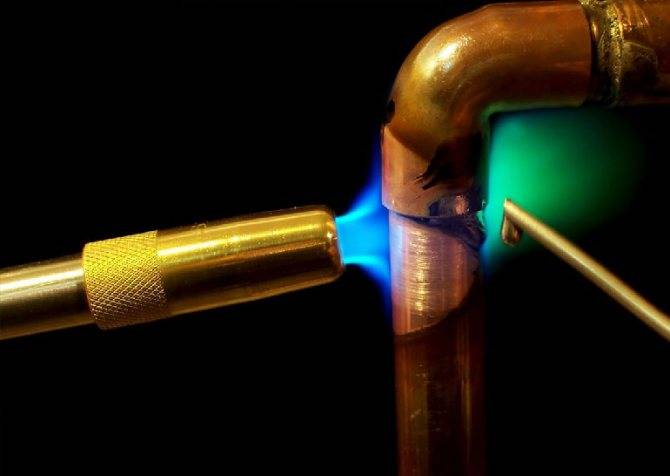
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
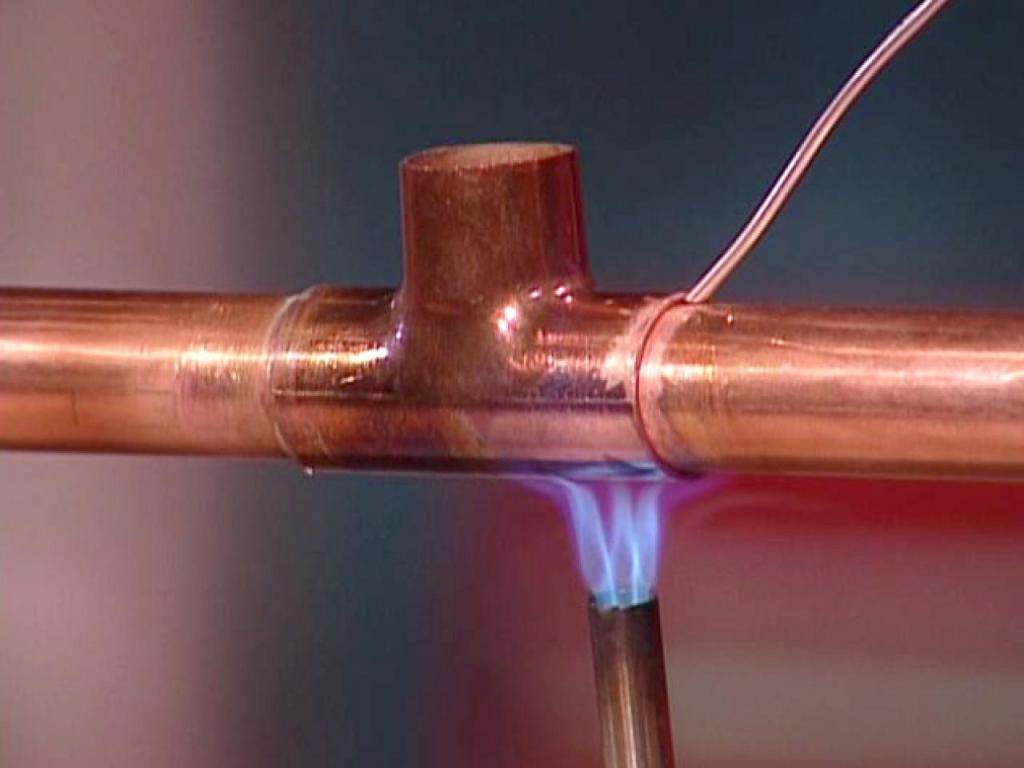
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.

Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.




И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Рекомендуем ознакомиться: Как выполнить переход с чугуна на трубу из пластика

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.
Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
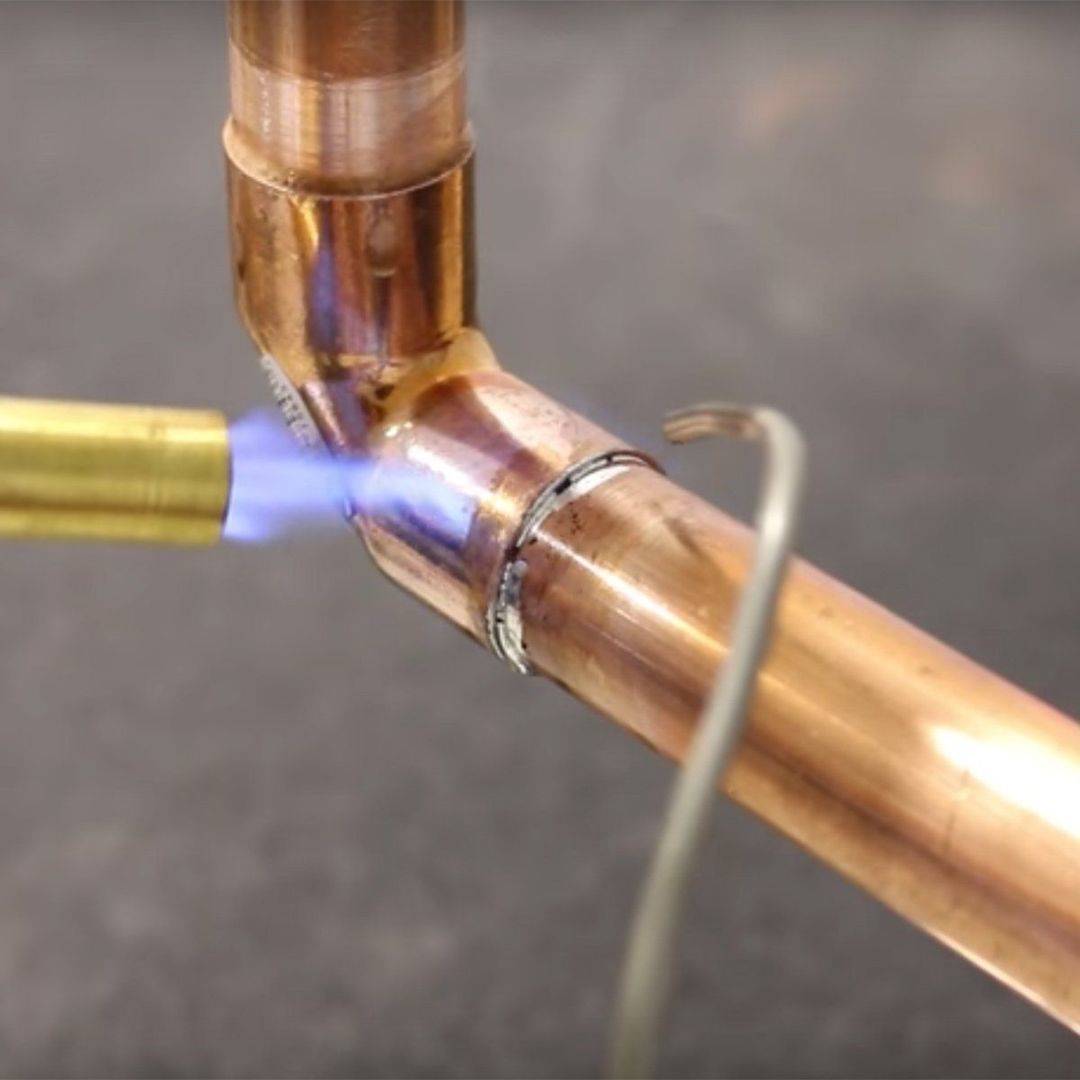
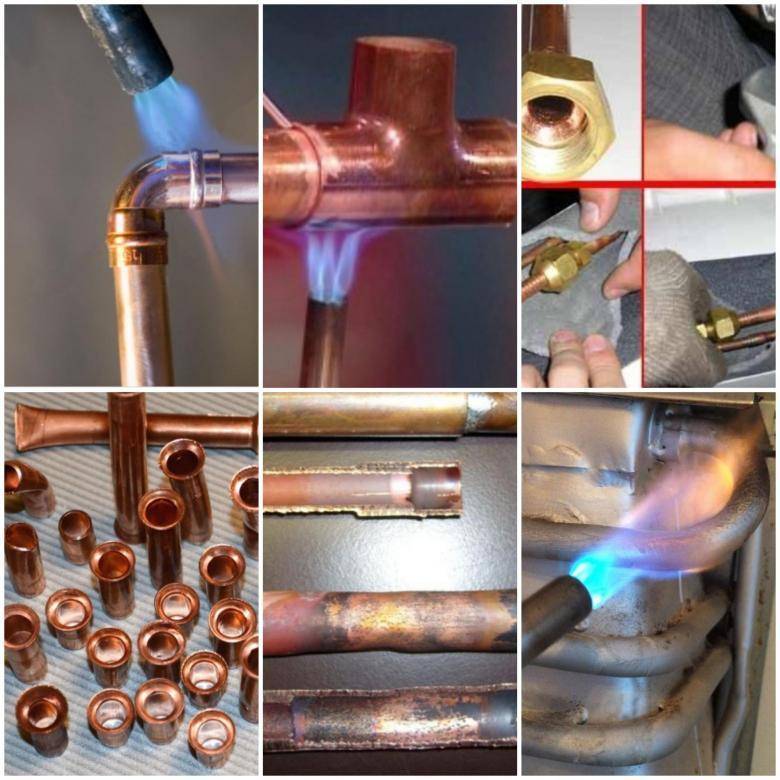
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
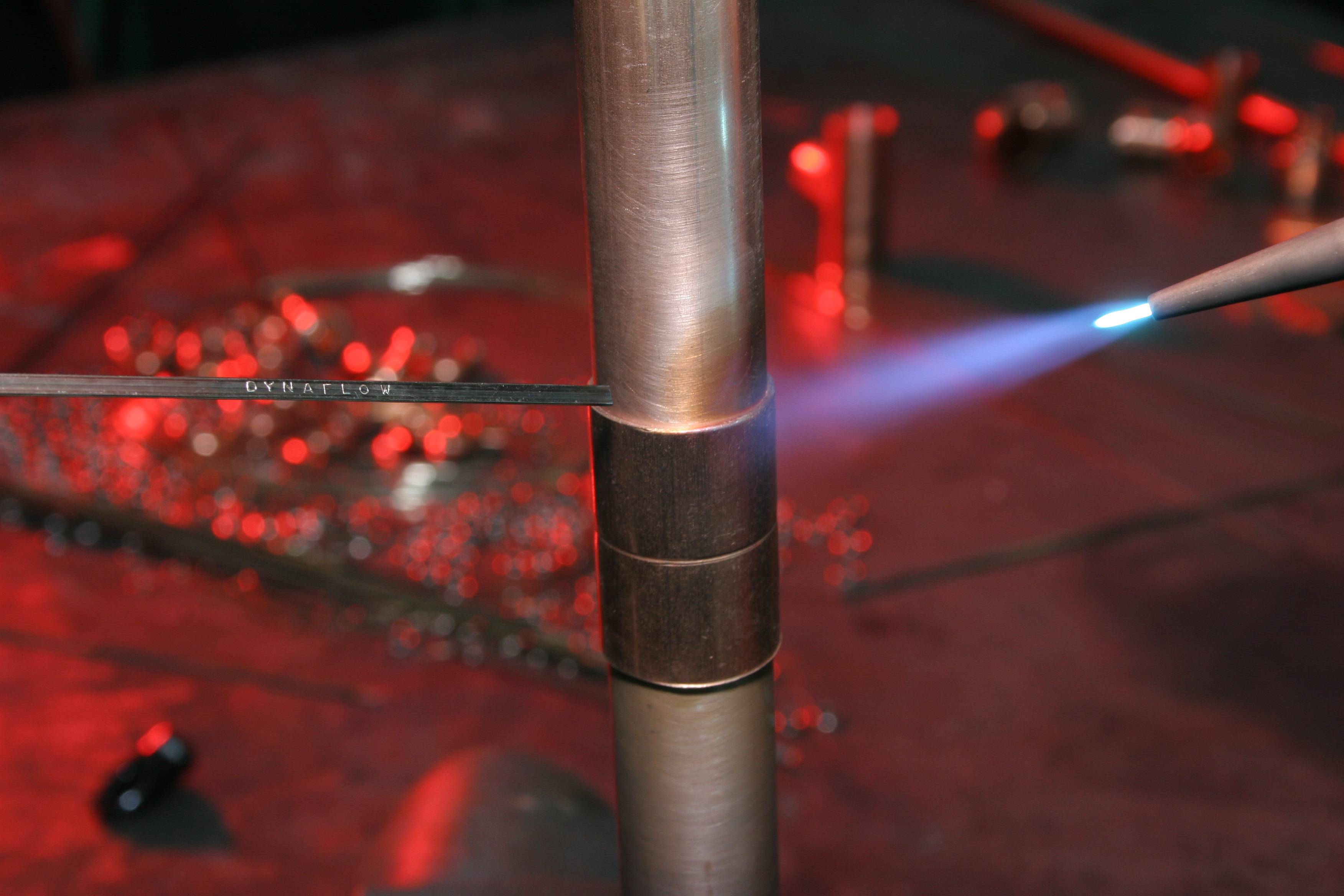
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.
Пайка труб из меди – технология процесса
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.
Инструменты и материалы
Для подготовки трубы и проведения пайки соединения могут понадобиться:
Труборез – для нарезания необходимых фрагментов трубных материалов
Для качественного соединения медных деталей использование профессионального трубореза крайне важно – он позволяет отрезать материал без его деформации.
Газовая горелка с узконаправленным пламенем – то, при помощи чего осуществляется нагрев места соединения, непосредственно пайка. Принципиально важно чтобы горелка была оснащена функцией автоподжига
Лучше купить недорогую горелку с пьезозажигалкой, чем брендовую модель без этой системы.
Если монтаж будет проводиться в помещении, где запрещено использование открытого пламени, то приобретите электрический паяльник для пайки медных труб. Его можно использовать при любом виде пайки.
Труборасширитель (экспандер), если вы собираетесь обойтись без фитингов. Этот инструмент позволяет расширить диаметр трубы для соединения в раструб. Кроме этого расширитель используют для поднятия и загиба наружу кромки просверлённого отверстия. Такой приём применяют при необходимости сделать отвод на патрубок меньшего диаметра.
Трубогиб или иное приспособление для безопасного изменения конфигурации трубы. Актуально для отожжённых материалов.
Железный ёршик для шлифовки внутренней части трубы (отрезанного фрагмента) от заусениц.
Наждачную бумагу для зачистки внешней стороны соединения от заусенец
Для разметки будущих коммуникаций дополнительно будут нужны: маркер, линейка, уровень.
Рекомендуем ознакомиться: 5 способов соединения металлопластиковых труб
Пайка предполагает использование припоя и флюса – расходных материалов. Полный список необходимого выглядит так:
- припой, в зависимости от выбранного метода;
- флюс для обезжиривания и подготовки места соединения к качественному монтажу;
Припой для меди представляет собой сплав олова с небольшим количеством более благородных , твёрдых металлов.
Флюс – это химически агрессивное соединение, которое очищает «зону деятельности» паяльника от окислов, следов жира. Купить его можно в удобной упаковке, где кисточка вделана в крышку. Производители предлагают пастообразный и жидкий флюс.

При выборе флюса руководствуйтесь тем соображением, что использовать его следует крайне аккуратно, в минимальных количествах. Излишки флюса удаляйте как можно более полно – оставшееся в зоне соединения агрессивное вещество, способно быстро привести в негодность соединение.
Подготовка
Подготовительный этап включает в себя:
- нарезание трубных сегментов согласно проекту;
- зачистку внешней и внутренней стороны среза от неровностей, заусенец, возможного налёта;
- расширение внутреннего диаметра принимающего отрезка;
- обработка флюсом контактирующих объектов.
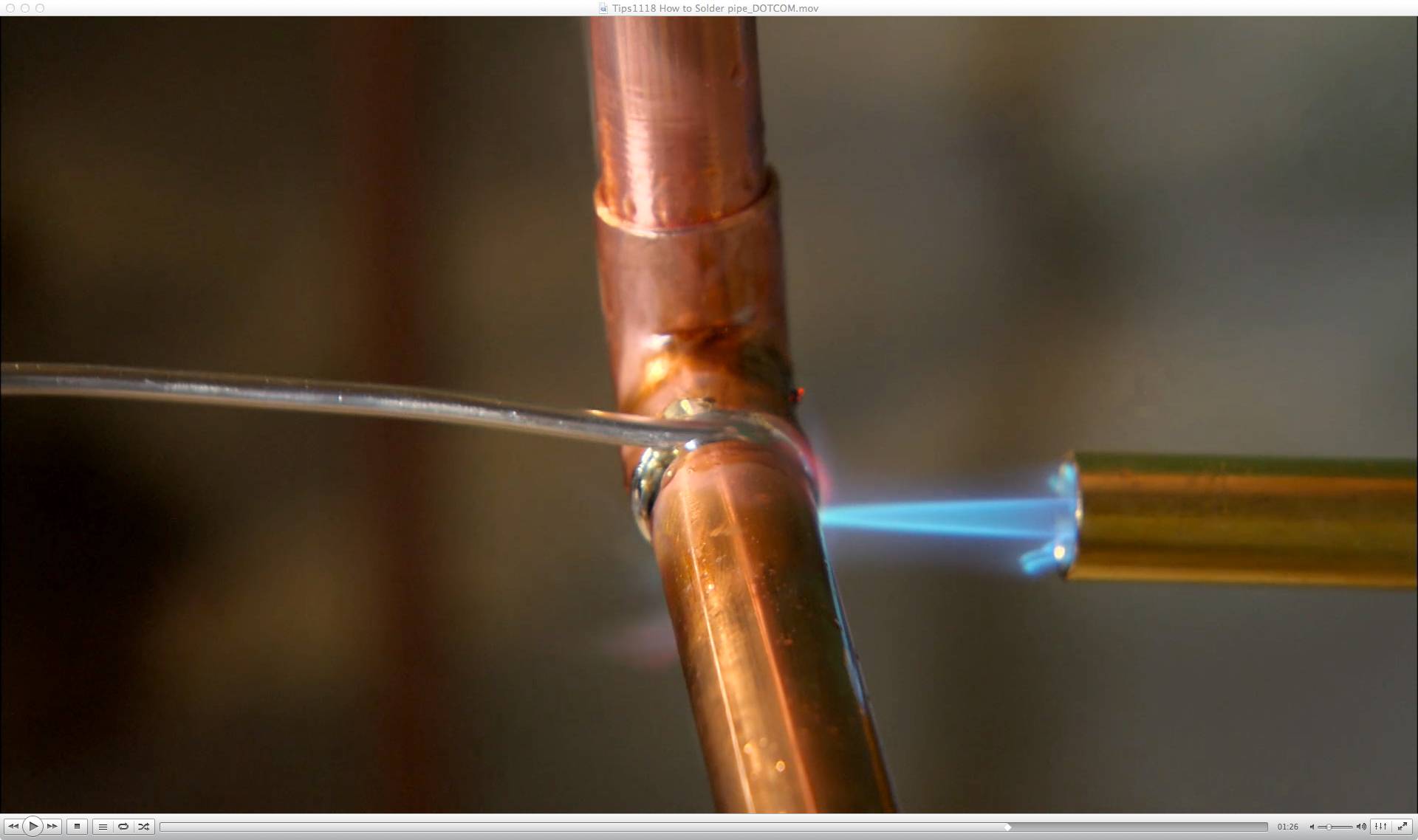
Пайка
Соединение медных деталей происходит всегда внахлёст. Рекомендуемая глубина раструба должна быть не менее 5 мм. Идеальная должна один в один совпадать с диаметром соединяемых частей.
Уникальность пайки медных труб заключается в том, что он основан на капиллярном эффекте, который возникает в узких щелях. Говоря простым языком, расплавленный припой автоматически втягивается в зазор между стенками и равномерно распределяется по всему объёму.

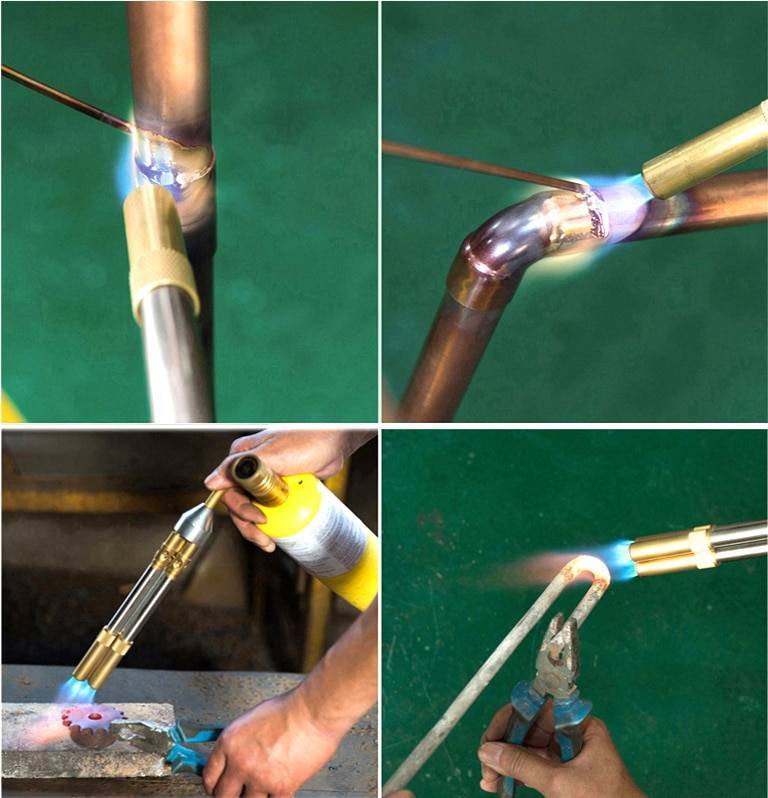
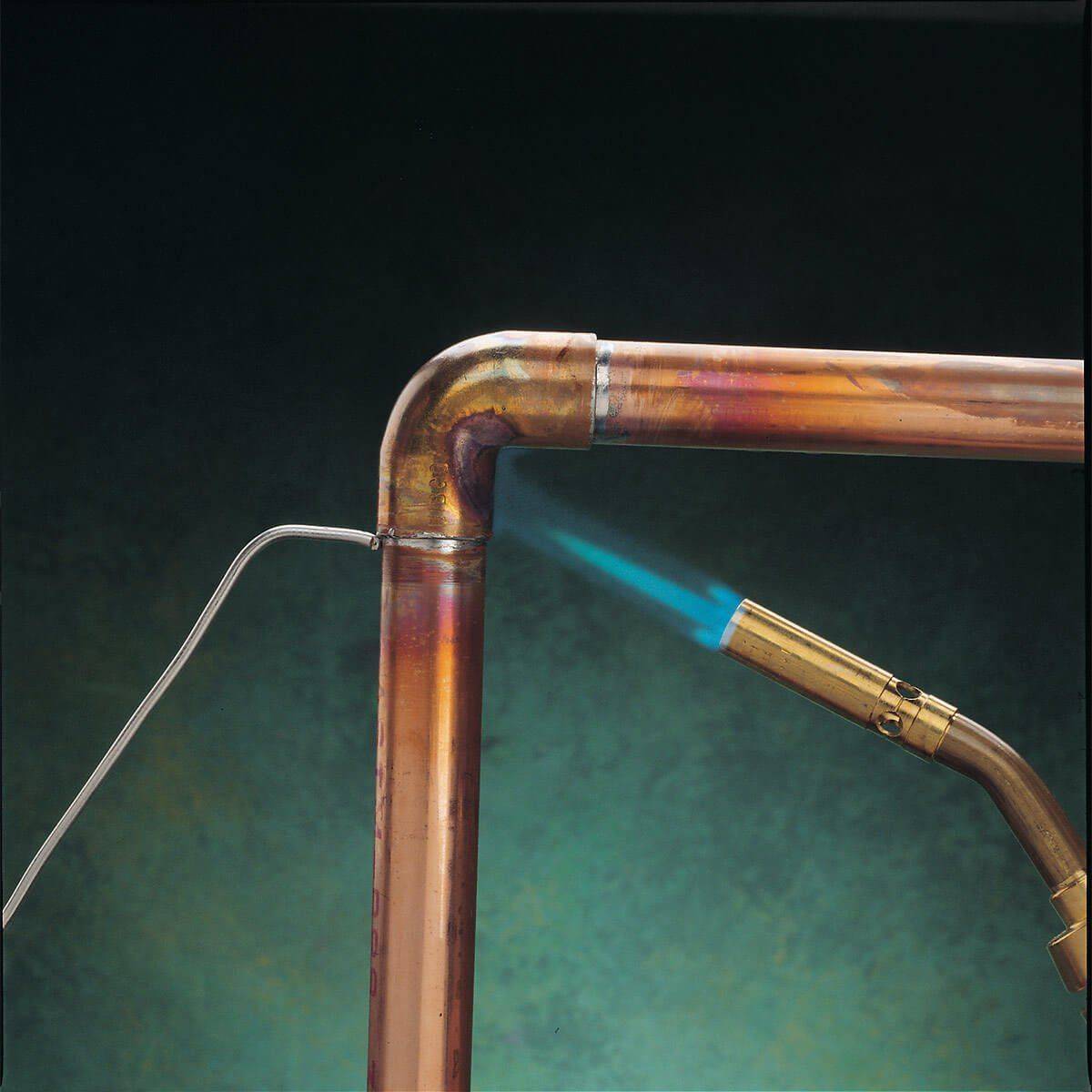
Алгоритм пайки:
- Части соединения вставляют одно в другое.
- Включают горелку на полминуты и подносят припой. Горелку держат одной рукой, припой – другой.
- Припой растекается и автоматически (благодаря капиллярному эффекту) заполняет собой объем между стенками. Пайка завершена.
- Изделие оставляют остывать при комнатной температуре.







Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.