Сварка инвертором в различных пространственных положениях
https://youtube.com/watch?v=JYrmpMqKKzA
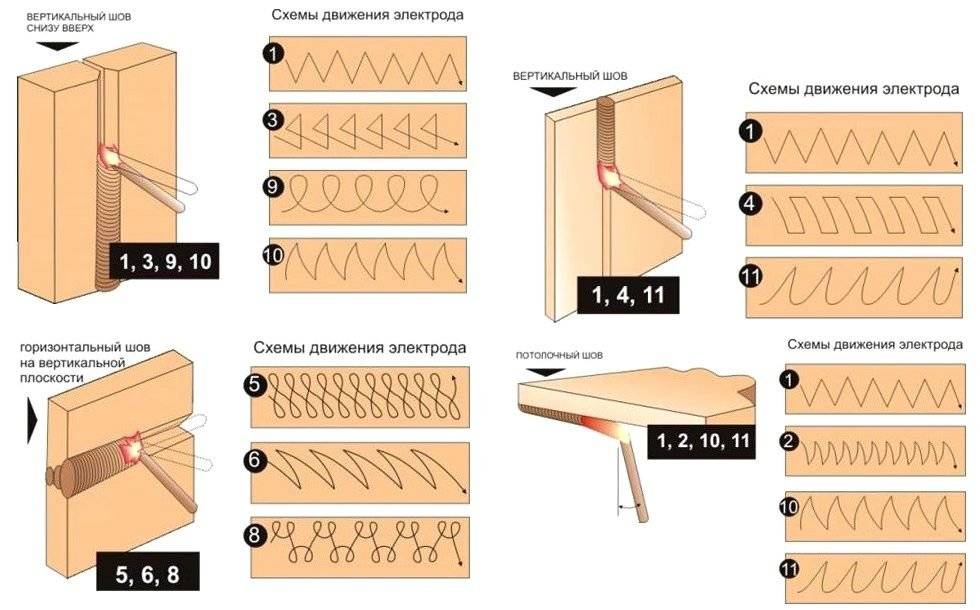
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
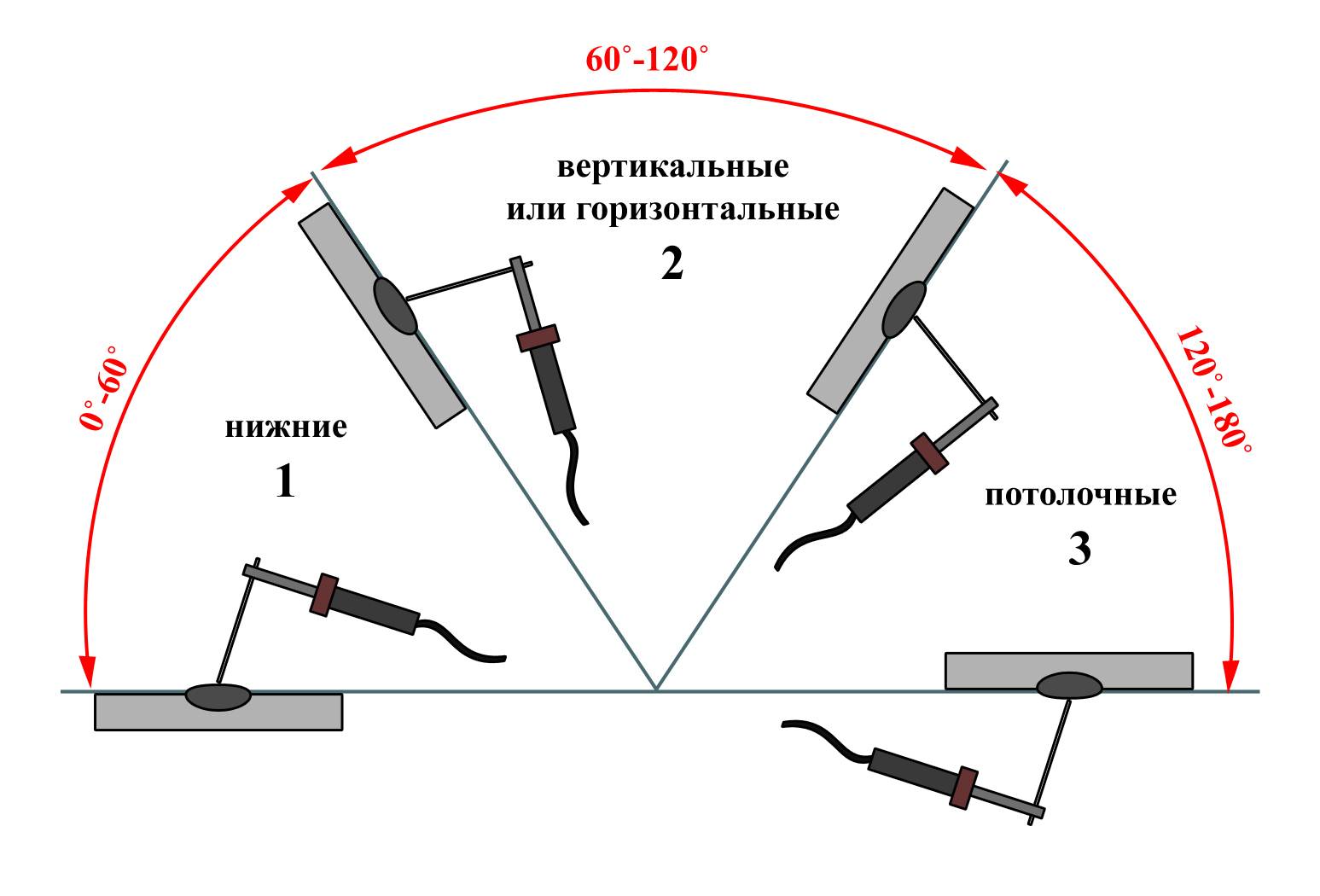
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
Азбука для начинающего сварщика
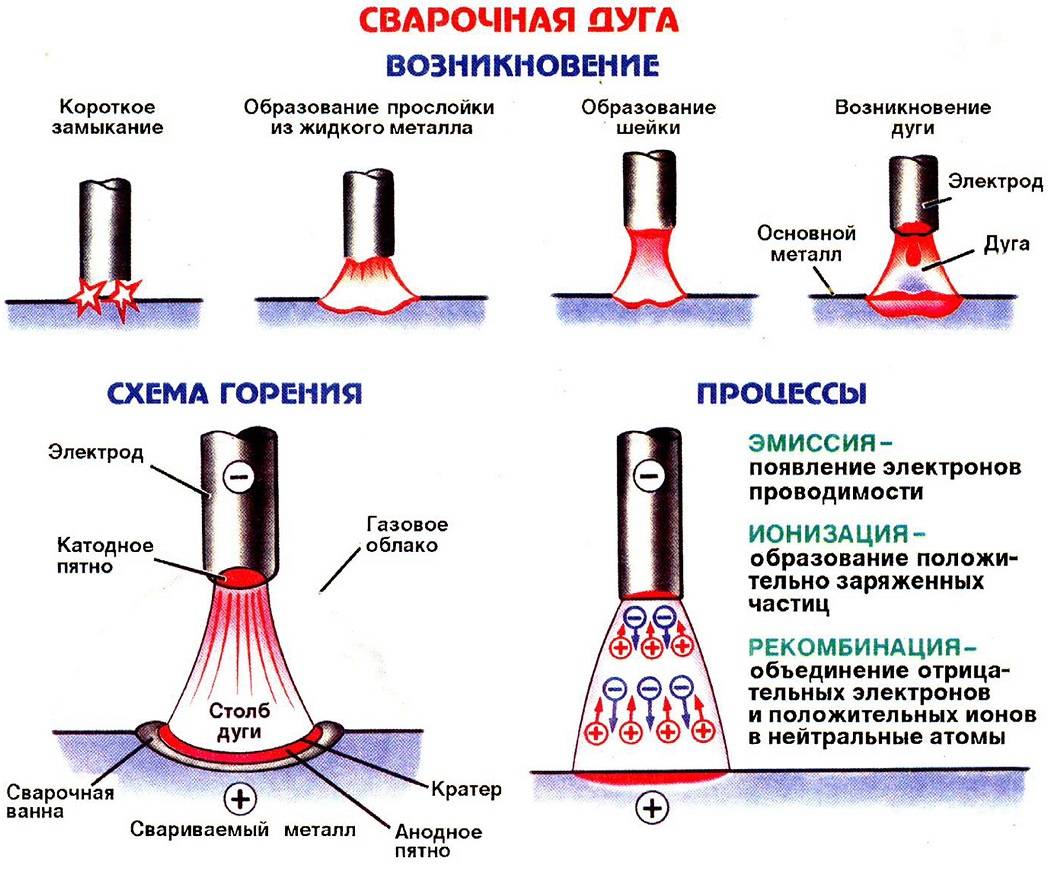
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
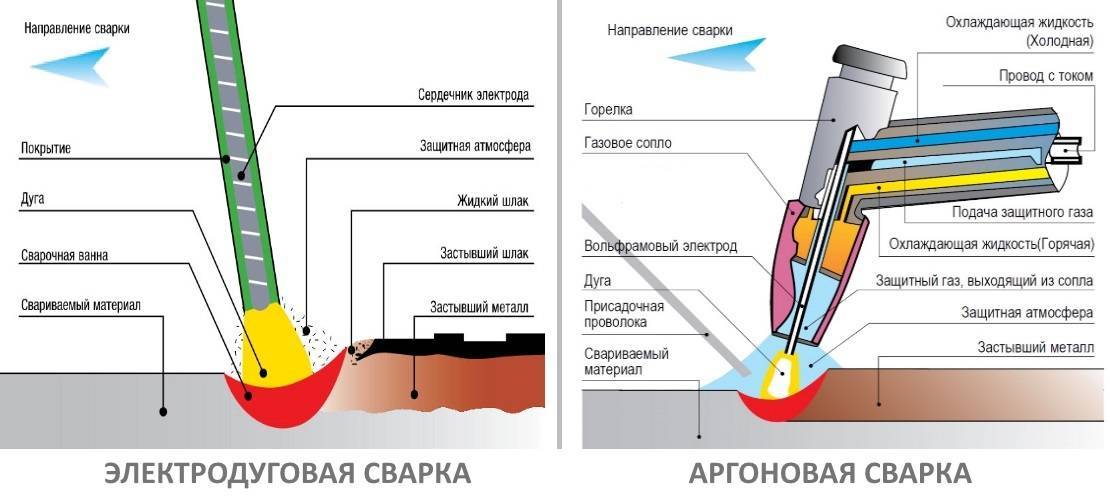
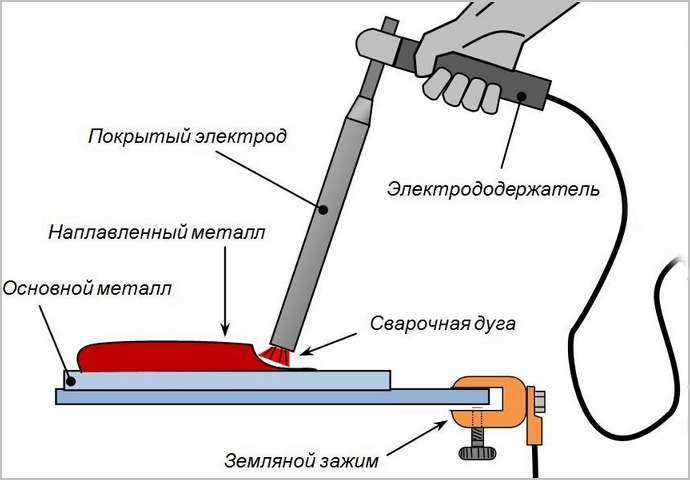
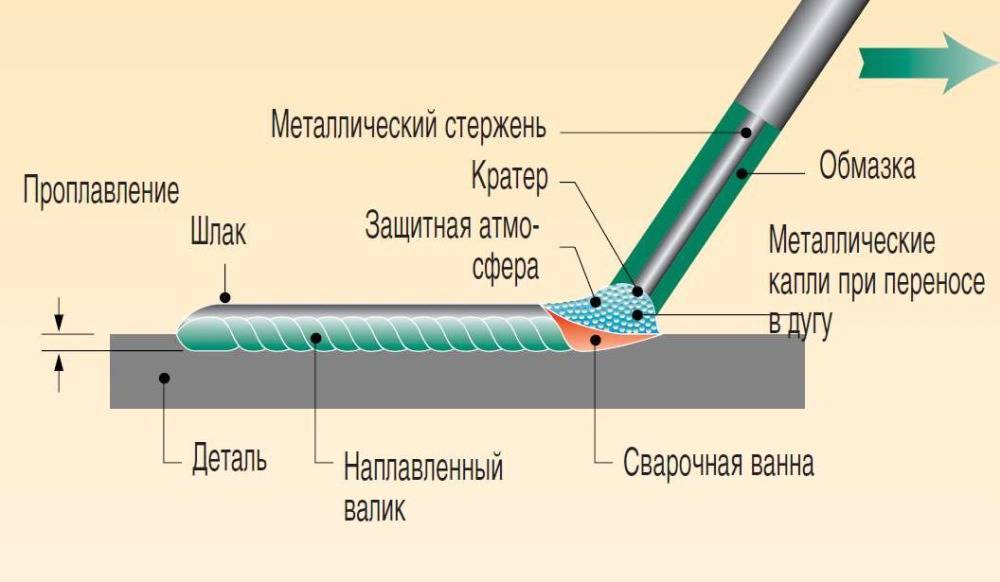
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Основные ошибки начинающих
Первые попытки самостоятельной работы доморощенных «сварных», получающих сведения о способах ведения сварки только со страниц Интернета, сопровождаются типовыми ошибками, характерными для всех новичков:
- Неправильный выбор сварочного оборудования
В этом случае неопытному работнику не удается определиться с оптимальным режимом сварки и настроить сварочный аппарат таким образом, чтобы получить удовлетворительные результаты. Не обеспечивается нужная полярность для работы с выбранными электродами, не удается выставить ток нужной силы. Элементы конструкции либо не провариваются в нужной степени, либо прожигаются.
- Работа без пробных швов
Практика накладывания нескольких пробных швов распространена среди опытных сварщиков, чтобы проверить правильность настройки аппарата и не испортить собираемые детали. В процессе сварки пробных швов регулируют силу тока и определяются с типом и размером электрода.
- Отсутствие практических навыков, соответствующих сложности работы
Отсутствие опыта сопровождается применением электродов, не соответствующих данному виду сварки, и неправильным исполнением определенных манипуляций, сопровождающих ручную ЭС:
- вместо электродов, предназначенных для сварки переменным током, применены электроды для аппаратуры постоянного тока;
- применены электроды несоответствующего диаметра, например, вместо так называемой «двойки» (электроды диаметром 2 мм) использованы электроды диаметром 3-4 мм;
- не соблюдается правильный наклон электрода;
- не поддерживается постоянная скорость сварки;
- излишне длинная дуга;
- не обеспечивается устойчивое горение ЭД.
Классификация способов выполнения
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов,
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную,
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.

- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла,
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом,
- ЭС в газовой среде,
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
ЭС на постоянном токе позволяет получить более качественный шов практически без разбрызгивания металла, поскольку отсутствует смена полярности электротока и, соответственно, переход через ноль.
Учебная программа курса
Занятие №1.
- Основные сведения о сварке.
- Основные способы сварки.
- Сварочная дуга.
- Техника безопасности при проведении сварочных работ.
Занятия №10.
- Подготовка металла к сварке.
- Обозначение швов и сварных соединений.
- Вспомогательные знаки для обозначения швов.
Практические занятий курса
Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Инструктаж по организации рабочего места и безопасности труда.
- Подготовка оборудование для ручной электродуговой сварки.
- Подготовка деталей под сварку.
Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Ручная электродуговая сварка трубопроводов d труб от 50 до 120 мм. Толщина стенки от 2 мм.
- Ручная электродуговая сварка фрагментов ферм.
- Ручная электродуговая сварка металлоконструкций.
Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Аргонодуговая сварка алюминия и его сплава.
- Итоговая аттестация.
Сдача тестов, и итогового экзамена.
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.






Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Грамотная организация рабочего места
Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Технология сварочных работ
Электрическая дуга появляется в результате взаимодействия двух проводящих ток элементов с противоположными зарядами. Первый — это металлическая деталь, а другой — электрод.
Электрод — это металлический сердечник, на который нанесён особый защитный состав. Также существуют неметаллические сварочные электроды (в них используются уголь и графит), но сфера их применения специфична и сварщику-новичку они, скорее всего, не понадобятся.
Электрическая дуга возникает при касании противоположно заряженных электрода и металла. Металл детали в том месте, куда направлена дуга, начинает плавиться. Вместе с этим плавится металлический стержень электрода, частицы которого переносятся с электрической дугой в зону плавления — сварную ванну.
Разрушается и защитное покрытие, часть которого плавится, а другая – испаряется, выделяя раскаленные газы. Газы обволакивают сварную ванну, не позвроляя металлу взаимодействовать с кислородом. Расплавленный шлак, покрывая металл, помогает поддерживать температуру. Для правильной сварки наличие шлака, покрывающего ванну — необходимое условие.
Сварной шов формируется в процессе движения ванны, а сама ванна движется при перемещении электрода. Здесь и кроется вся суть процесса: нужно двигать электрод с правильной скоростью
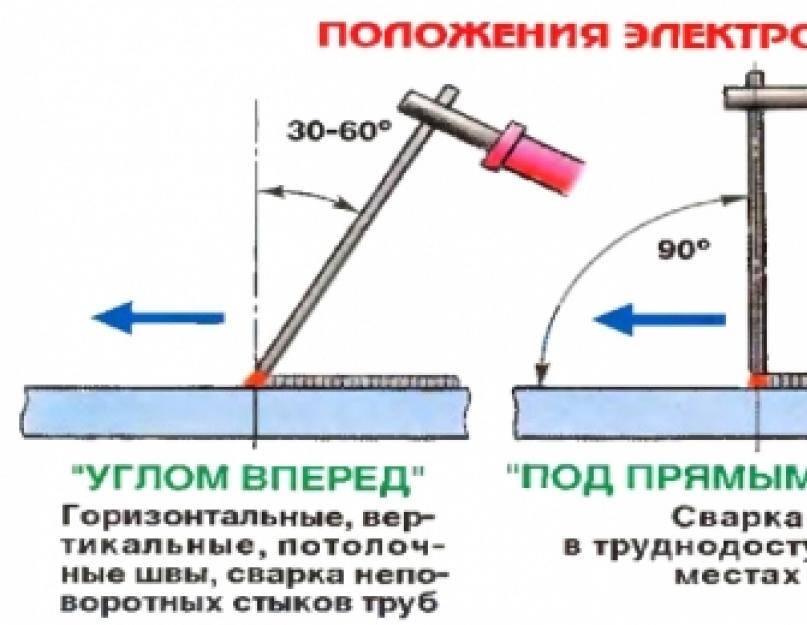
Важно, отталкиваясь от необходимого типа соединения, корректно подбирать угол наклона электрона и параметры тока
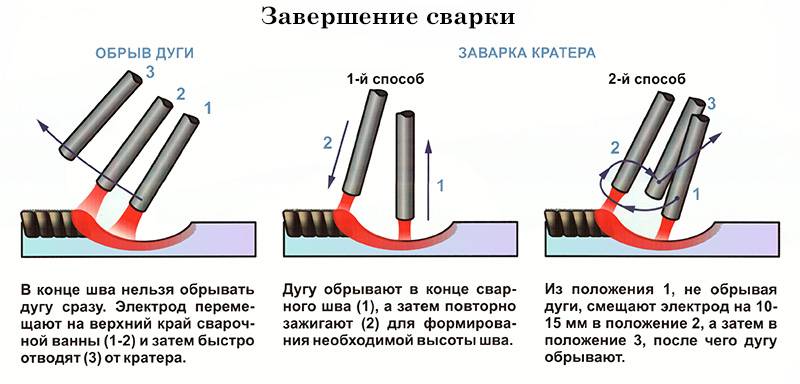
Формирование сварочного шва
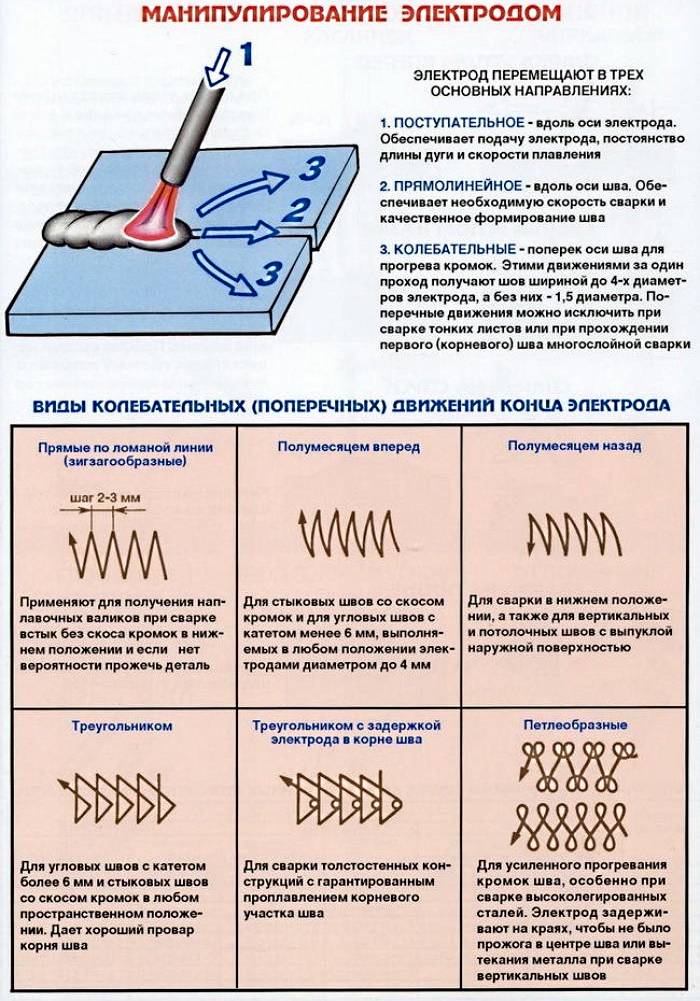
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.





Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
С чего начать начинающему сварщику
Вот наконец-то перед вами сварочный инвертор, маска сварщика и электроды. Это далеко не все что понадобится опытному сварщику, но начинающему вполне достаточно, чтобы начать учиться варить электросваркой.
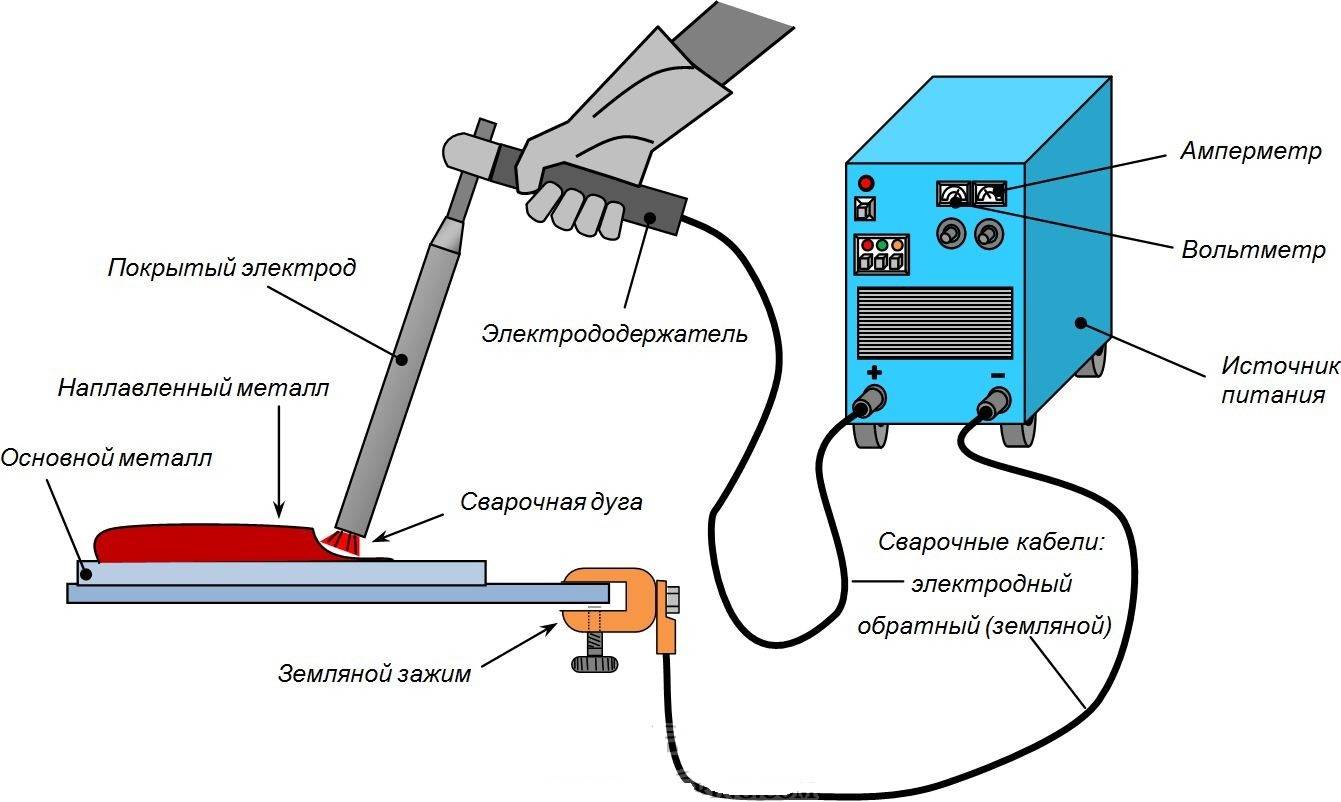
В первую очередь потребуется подсоединить два кабеля к инвертору. Один кабель с электрододержателем, а второй с клеммой массы
Куда лучше подключать какой кабель, к плюсу или минусу инвертора пока не столь важно. Про прямую и обратную полярность вы сможете узнать дальше, познавая постепенно азы сварки

Поэтому смело, подсоединяем электрододержатель к плюсу инвертора, а зажим с массой к минусовому разъёму, вставляем электрод в держатель и пробуем варить. При этом перед тем как зажечь электрод, отрегулируйте правильным образом сварочный ток на инверторе. Просто воспользуйтесь таблицей с параметрами электродов и сварочного тока (смотрите выше), после чего выберите наиболее подходящее значение.
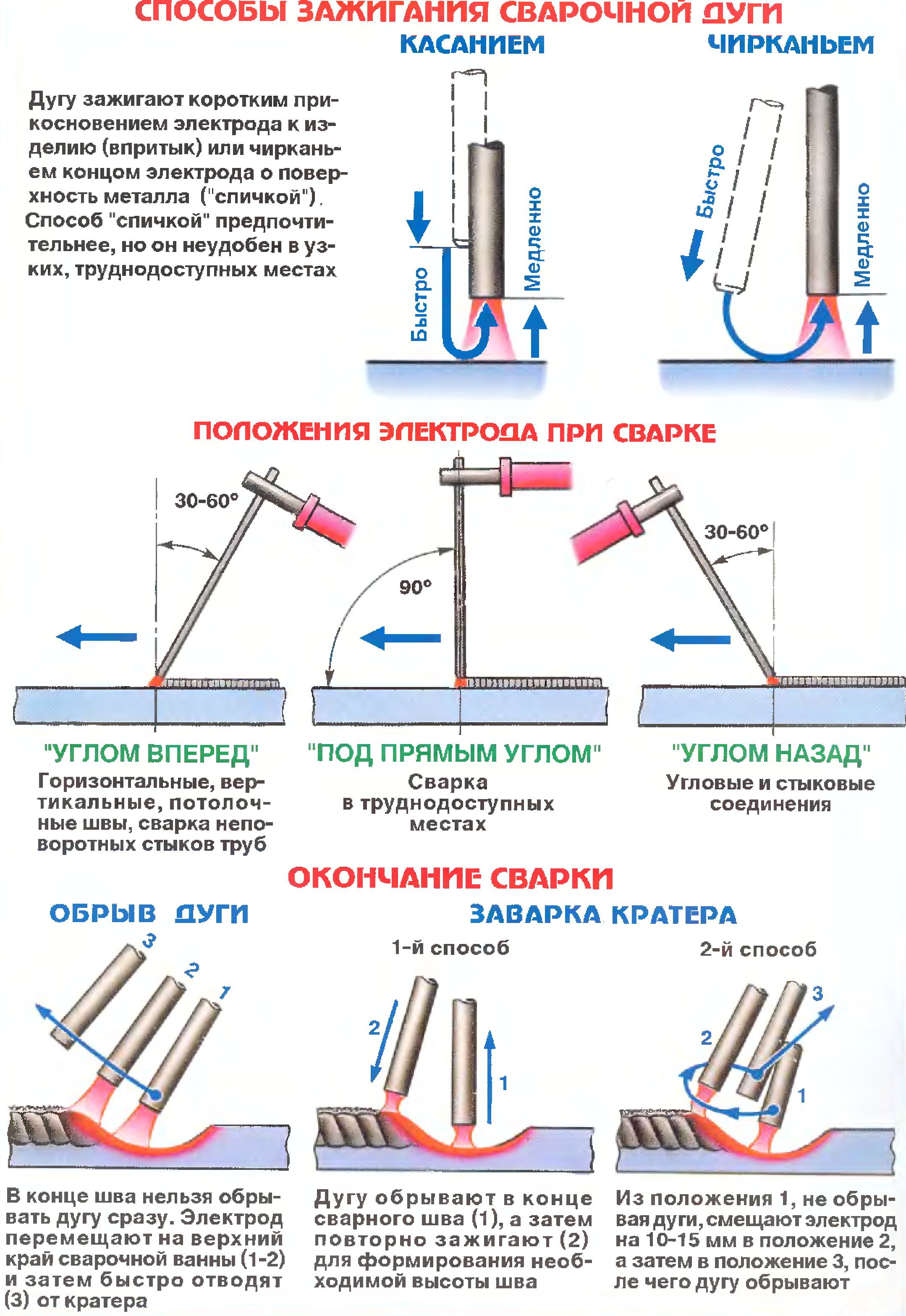
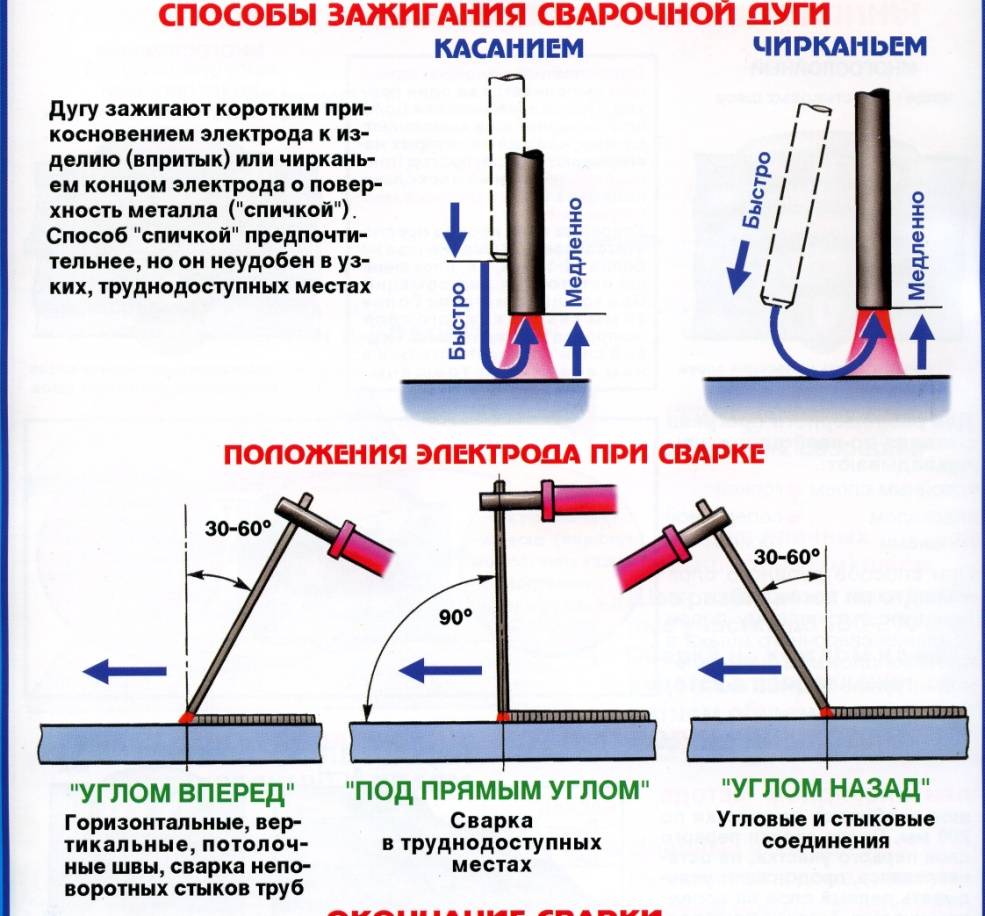
Итак, сначала нужно научиться зажигать дугу. Делается это легким постукиванием электрода о металл или небольшим движением его кончика по металлу. Для начинающих предпочтительно использовать именно второй вариант.
Слишком сильно втыкать электрод в металл не нужно, поскольку он обязательно прилипнет к поверхности. Как только сварочная дуга загорится, нужно постоянно удерживать ее в горящем состоянии пока ведётся сварка. При этом расстояние между электродом и поверхностью металла должно составлять порядка 2-3 мм (короткая дуга).

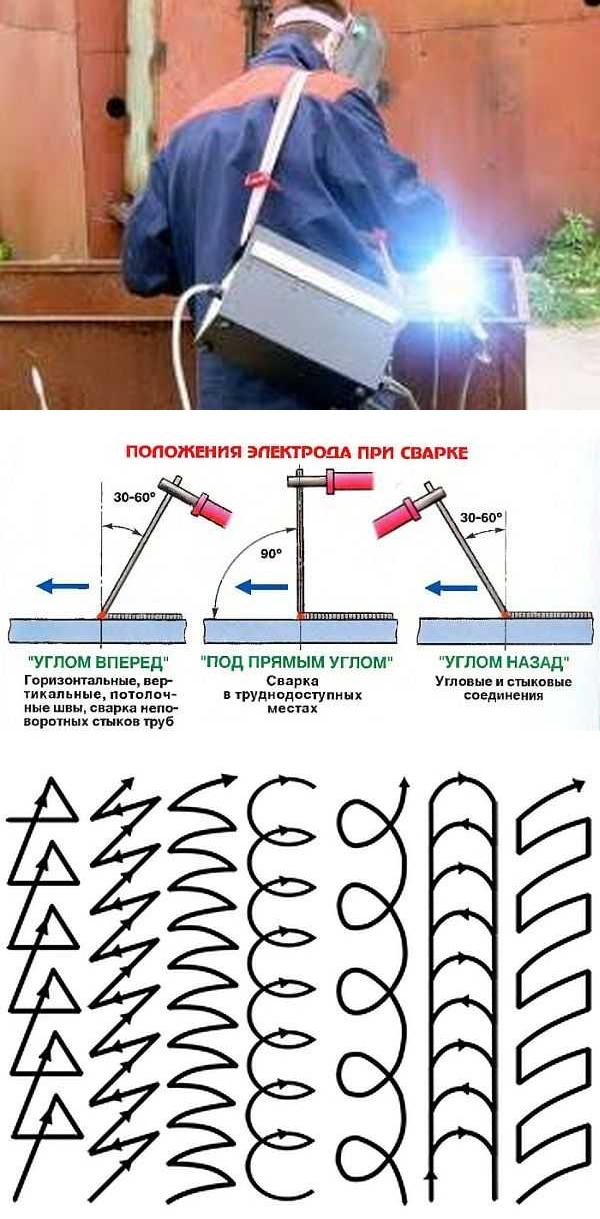
Если у вас все получилось и дуга горит, можно попытаться сварить заготовку. Для этого наклоните электрод в сторону и удерживайте его под углом в 40-60 градусов. Аккуратно начните движение электродом из стороны в сторону вдоль стыка. Вести электрод можно различными способами, но освоить всё за один раз, попросту невозможно.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.





Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.